Рис.3. Вид справа:
ПАО «Заволжский моторный завод»

ДВИГАТЕЛЬ
ЗМЗ - 40906.10
Руководство по эксплуатации, техническому обслуживанию и ремонту
г.Заволжье
2016
К сведению потребителей
В настоящем Руководстве указаны технические характеристики двигателей ЗМЗ-40906.10, устанавливаемых на автомобили УАЗ экологических классов 4 и 5, дано описание конструкции и принцип работы основных систем и узлов двигателей, описаны приспособления, применяемые при ремонте и проверке работоспособности отдельных узлов, а также даны указания, необходимые для правильной и безопасной эксплуатации двигателей и оценки их технического состояния.
Руководство рассчитано на инженерно-технических работников станций технического обслуживания, автотранспортных предприятий, а также может быть полезно владельцам автомобилей УАЗ с двигателями ЗМЗ-40906.10, студентам и лицам, изучающим конструкции бензиновых двигателей.
Конструкция двигателя постоянно совершенствуется, поэтому отдельные узлы и детали вашего двигателя могут отличаться от описанных в настоящем Руководстве.
Имеющиеся вопросы и пожелания по информации, изложенной в настоящем Руководстве, можно направлять по электронному адресу: sv.panasenko@sollers-auto.com.
Руководство по эксплуатации, техническому обслуживанию и ремонту бензиновых двигателей модели ЗМЗ-40906.10 подготовлено Управлением Главного Конструктора ПАО «ЗМЗ»
Ответственный редактор:
Главный конструктор ПАО «ЗМЗ» В.Л.Жбанников
СОДЕРЖАНИЕ
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ДВИГАТЕЛЯ И ЕГО СИСТЕМ
Эксплуатационные материалы, применяемые в двигателе
Газораспределительный механизм
Система впуска воздуха и выпуска отработавших газов
Комплексная микропроцессорная система управления двигателем
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ДВИГАТЕЛЯ
Периодичность технического обслуживания
Работы технического обслуживания
Комплексная микропроцессорная система управления двигателем
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ ДВИГАТЕЛЯ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Ремонт деталей, узлов и агрегатов двигателя
Блок цилиндров, поршни, шатуны, промежуточный вал
Головка цилиндров, клапанный механизм и распределительные валы
Проверка и корректировка фаз газораспределения
Подсборка шатунно-поршневой группы
Дальнейшие операции по сборке двигателя
Установка привода распределительных валов
Последующие операции по сборке двигателя
Порядок установки навесного оборудования на двигатель
Возможные неисправности и методы их устранения
Возможные неисправности и способы их устранения
Датчик аварийного давления масла
ПРИЛОЖЕНИЕ 1. Размеры сопрягаемых деталей двигателя
ПРИЛОЖЕНИЕ 2. Моменты затяжки резьбовых соединений двигателя
ПРИЛОЖЕНИЕ 3. Подшипники качения, применяемые в двигателе
ПРИЛОЖЕНИЕ 4. Сальники и уплотнения, применяемые в двигателе
ПРИЛОЖЕНИЕ 5. Инструмент и приспособления для ремонта
ПРИЛОЖЕНИЕ 6. Ремонтные комплекты для ремонта цилиндров двигателя
Двигатели ЗМЗ-40906.10 предназначены для установки в автомобили «Ульяновского автомобильного завода» экологических классов 4 и 5 с колесной формулой 4x4 и полной массой до 3500 кг.
Двигатели выпускаются в следующих климатических исполнениях:
- для эксплуатации в умеренном климате (исполнение У2 по ГОСТ 15150) при значениях температуры окружающего воздуха от минус 40 °С до плюс 40 ОС и относительной влажности воздуха до 100 % при температуре плюс 25 ОС;
- для эксплуатации в тропическом климате (исполнение Т2 по ГОСТ 15150) при значениях температуры окружающего воздуха от минус 10 °С до плюс 50 ОС и относительной влажности воздуха до 100 % при температуре плюс 35 ОС.
Двигатели могут эксплуатироваться на высоте до 3000 м над уровнем моря при соответствующем снижении мощности и топливной экономичности.
Виды двигателя приведены на рис.1-7. Поперечный разрез и внешняя скоростная характеристика двигателя - на рис.8,9.
место расположения маркировки двигателя
Рис.1. Общий вид двигателя
11
12
5
4
3
2
1
13
14
15
16
Рис.2. Вид спереди:
1 - шкив-демпфер коленчатого вала; 2 - датчик положения коленчатого вала; 3 - автоматический механизм натяжения; 4 - шкив генератора; 5 - впускная труба; 6 - дроссельный модуль;
7 - трубка вентиляции с обратным клапаном; 8 - крышка маслоналивного патрубка; 9 - крышка клапанов; 10 - ступица шкива вентилятора; 11 - отверстие под штуцер отвода воздуха в расширительный бачок; 12 - датчик температуры охлаждающей жидкости системы управления;
13 - шкив водяного насоса; 14 - кронштейн установки насоса гидроусилителя руля; 15 - точка крепления провода «-» от кузова автомобиля; 16 - ремень привода водяного насоса и генератора
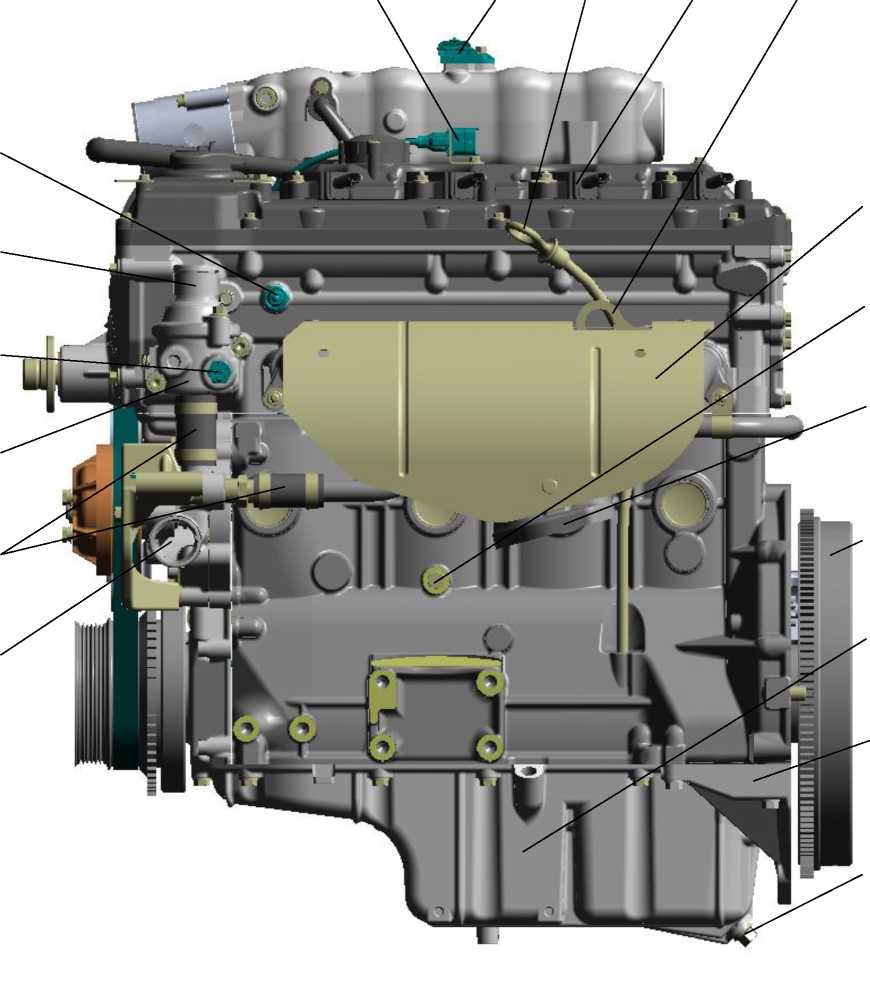
Рис.3. Вид справа:
6
5
4
3
2
1
12
13
14
15
16
17
18
1- патрубок подвода охлаждающей жидкости из радиатора к водяному насосу; 2 - соединительные шланги; 3 - корпус термостата; 4 - датчик температуры охлаждающей жидкости системы управления; 5 - патрубок отвода охлаждающей жидкости из термостата в радиатор;
6 - датчик сигнализатора аварийного давления масла; 7 - разъем датчика положения коленчатого вала; 8 - датчик абсолютного давления и температуры; 9 - указатель уровня масла; 10 - катушка зажигания; 11 - задний кронштейн подъема двигателя; 12 - экран выпускного коллектора; 13 - пробка слива охлаждающей жидкости; 14 - выпускной коллектор; 15 - маховик; 16 - масляный картер; 17 - усилитель картера сцепления; 18 - пробка слива масла
5
4
3
2
1
6
7
8
9
10
11
14
13 12
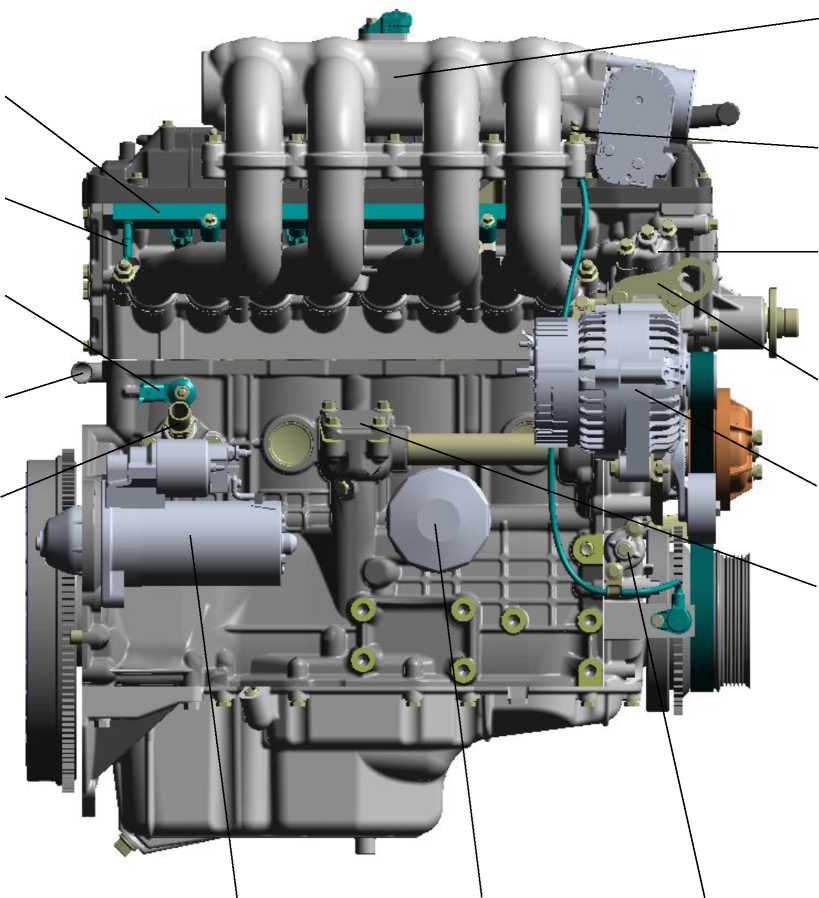
Рис.4. Вид слева:
1 - штуцер отвода охлаждающей жидкости в отопитель; 2 - патрубок подвода охлаждающей жидкости из отопителя; 3 - датчик детонации; 4 - штуцер топливопровода; 5 - топливная рампа; 6 - ресивер; 7 - шпилька крепления провода «-» КМСУД; 8 - крышка верхнего гидронатяжителя; 9 - передний кронштейн подъема двигателя; 10 - генератор; 11 - крышка привода масляного насоса; 12 - крышка нижнего гидронатяжителя; 13 - масляный фильтр;
14 - стартер
1 2 3 4 5 6 7 8
13 12 11 10 9
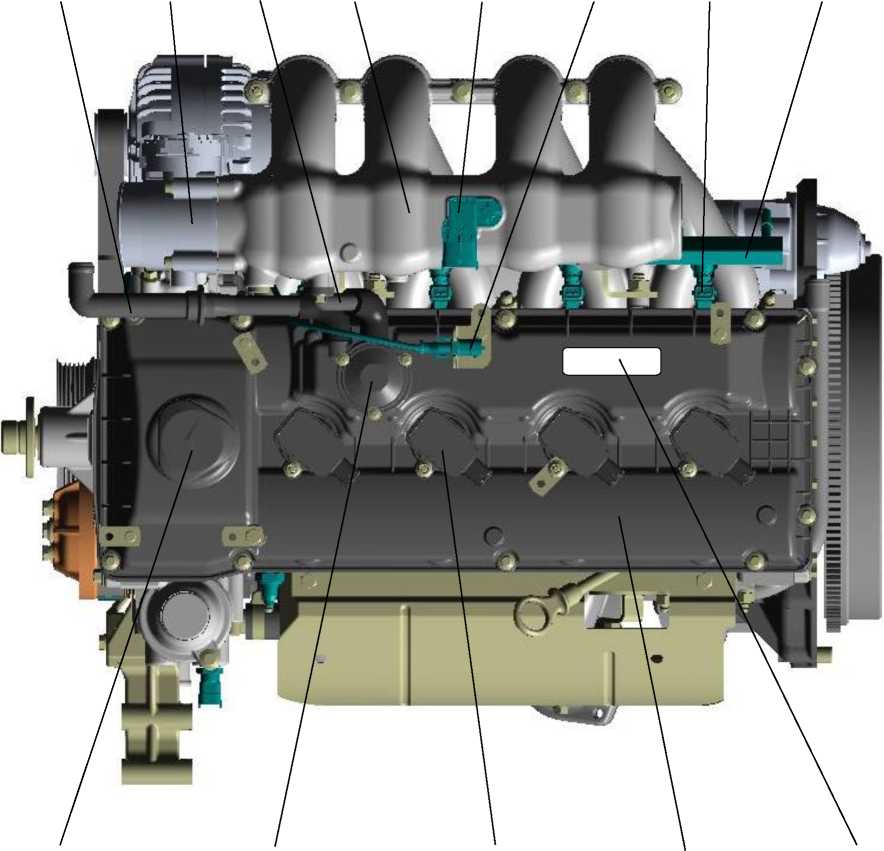
Рис.5. Вид двигателя сверху:
1 - трубка вентиляции с обратным клапаном; 2 - дроссельный модуль; 3 - трубка вентиляции; 4 - ресивер; 5 - датчик абсолютного давления и температуры; 6 - разъём датчика положения коленчатого вала; 7 - форсунка; 8 - топливная рампа; 9 - этикетка обозначения комплектации двигателя; 10 - крышка клапанов; 11 - катушка зажигания; 12 - крышка клапана разрежения;
13 - крышка маслоналивного патрубка
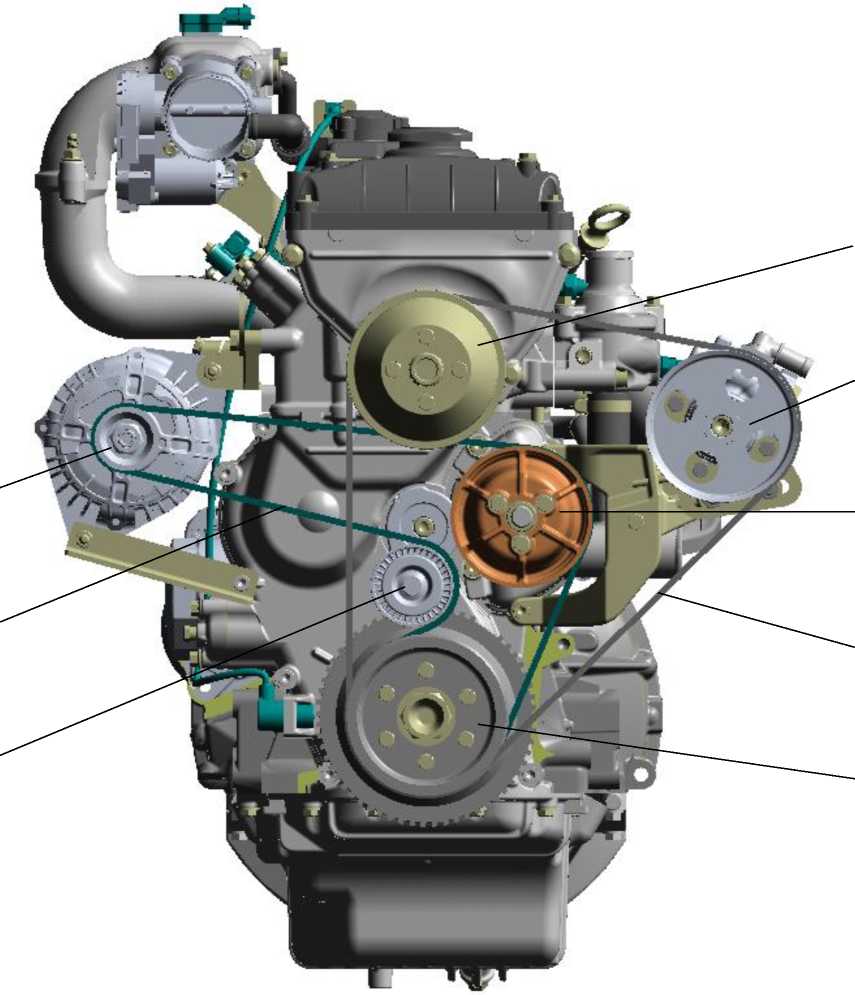
Рис.6. Вид спереди двигателя с насосом ГУР:
1 - автоматический механизм натяжения; 2 - ремень привода водяного насоса и генератора;
3 - шкив генератора; 4 - шкив вентилятора; 5 - шкив насоса ГУР; 6 - шкив водяного насоса;
7 - ремень привода вентилятора и насоса ГУР; 8 - шкив-демпфер коленчатого вала
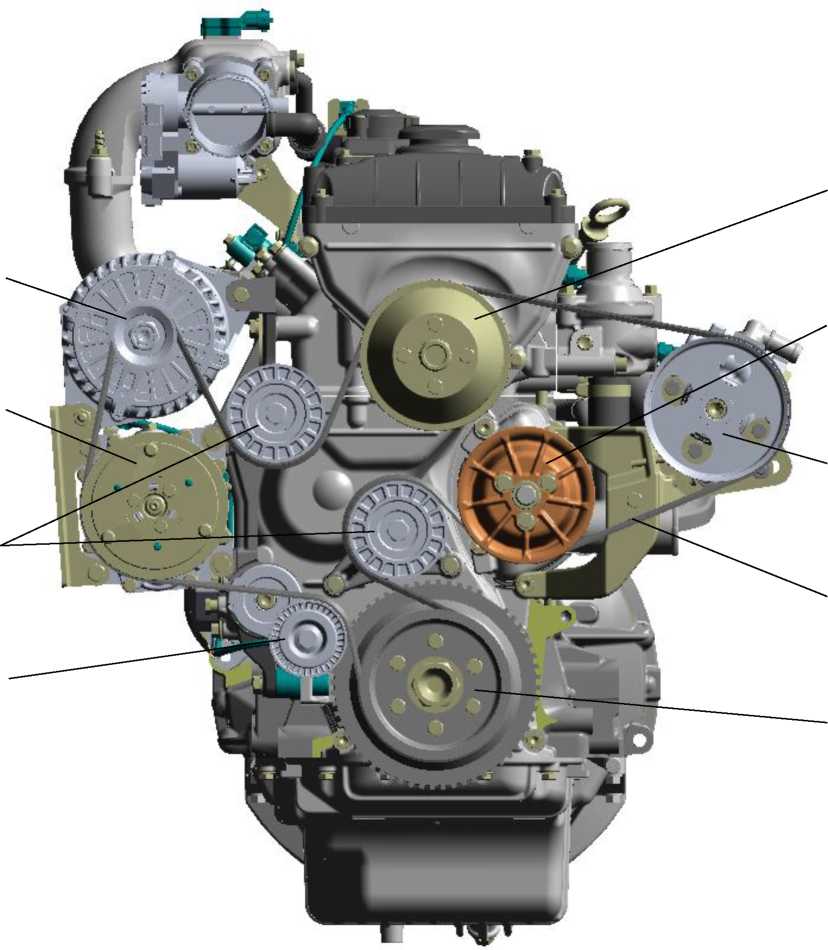
Рис.7. Вид спереди двигателя с компрессором кондиционера и насосом ГУР:
1 - автоматический механизм натяжения; 2 - вспомогательные направляющие ролики; 3 - шкив компрессора кондиционера; 4 - шкив генератора; 5 - шкив вентилятора; 6 - шкив водяного насоса; 7 - шкив насоса ГУР; 8 - ремень; 9 - шкив-демпфер коленчатого вала
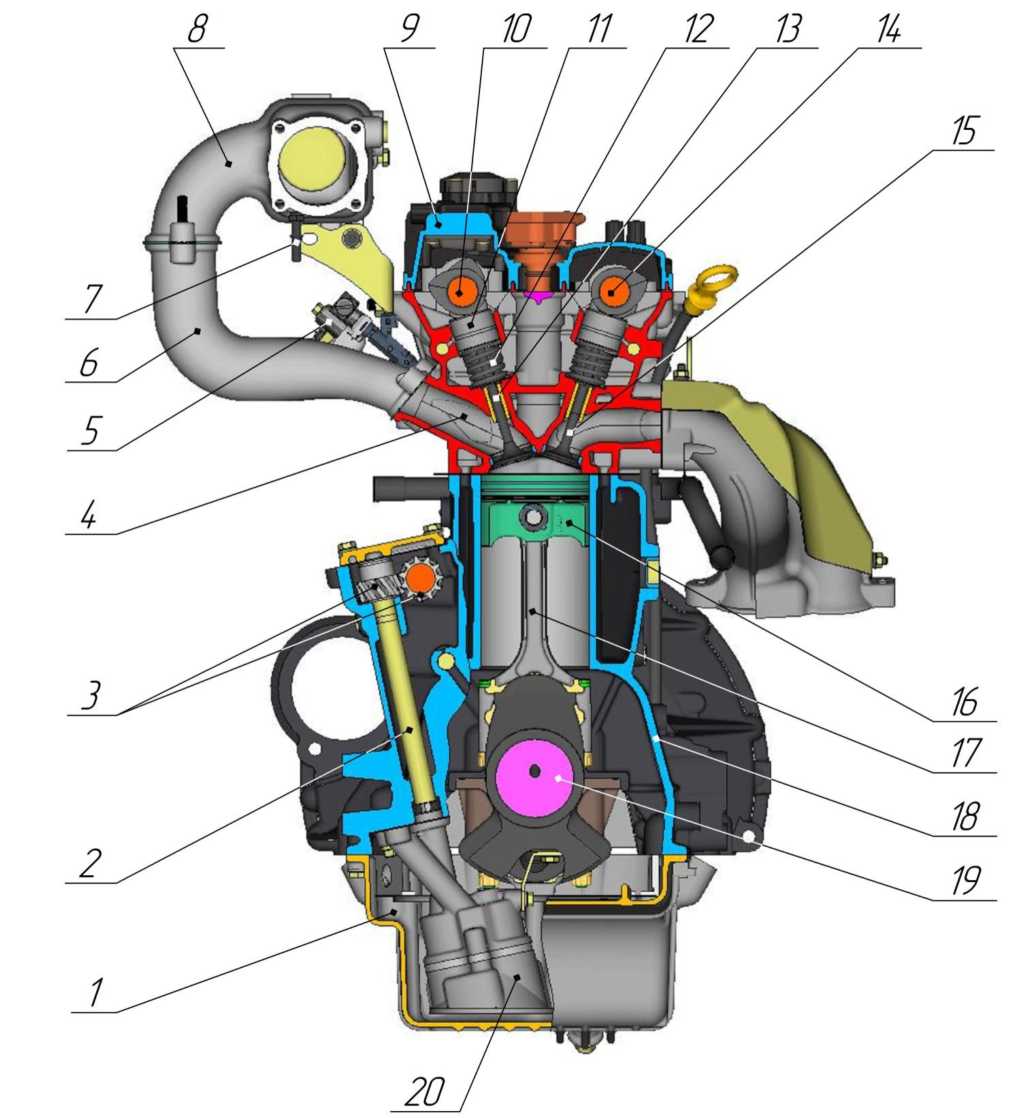
Рис.8. Поперечный разрез двигателя:
1 - масляный картер; 2 - валик привода масляного насоса; 3 - винтовые шестерни привода масляного насоса; 4 - головка цилиндров; 5 - топливная рампа с форсунками; 6 - впускная труба;
7 - штуцер клапана продувки адсорбера; 8 - ресивер; 9 - крышка клапанов; 10 - распределительный вал впускных клапанов; 11 - гидротолкатель; 12 - пружина клапана; 13 - клапан впускной; 14 - распределительный вал выпускных клапанов; 15 - клапан выпускной; 16 - поршень с кольцами; 17 - шатун; 18 - блок цилиндров; 19 - коленчатый вал; 20 - масляный насос
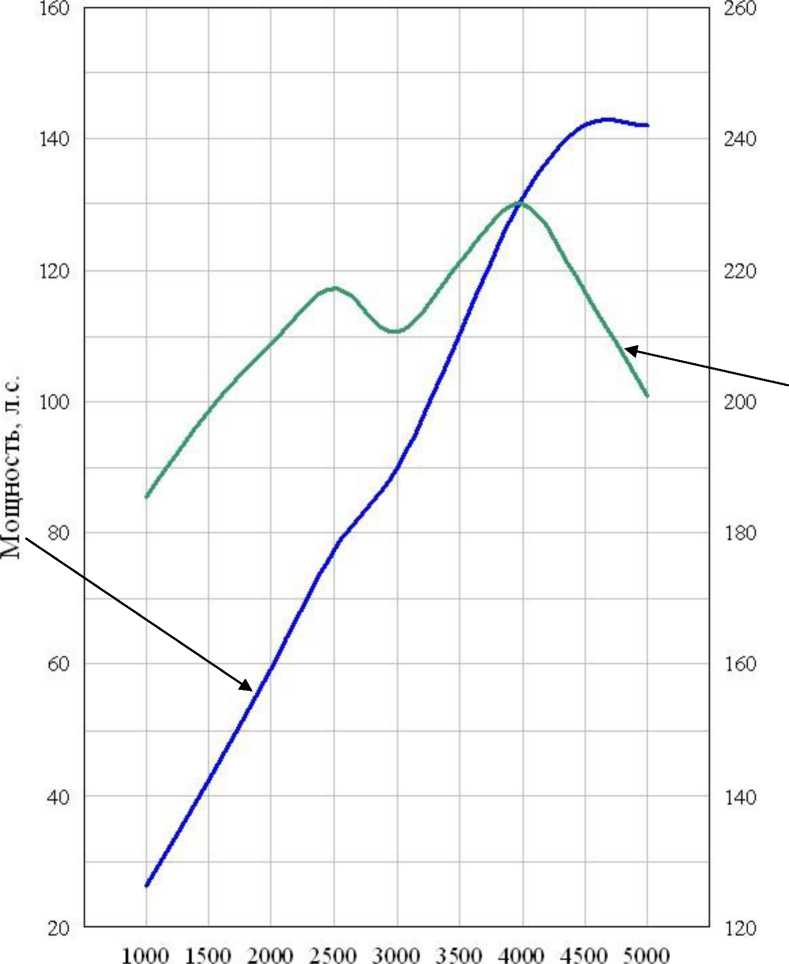
Крутящий момент, Нм
Обороты двигателя, мин 1
Рис.9. Внешняя скоростная характеристика двигателя (брутто)
Идентификационный номер двигателя наносится в одну строчку на обработанную поверхность площадки блока цилиндров, находящейся с левой стороны над бобышками крепления передней опоры двигателя (рис.1).
Идентификационный номер двигателя состоит из описательной части (VDS) и указательной части (VIS). В начале, конце и между составными частями идентификационного номера указан разделительный знак в виде звездочки (рис. 10).
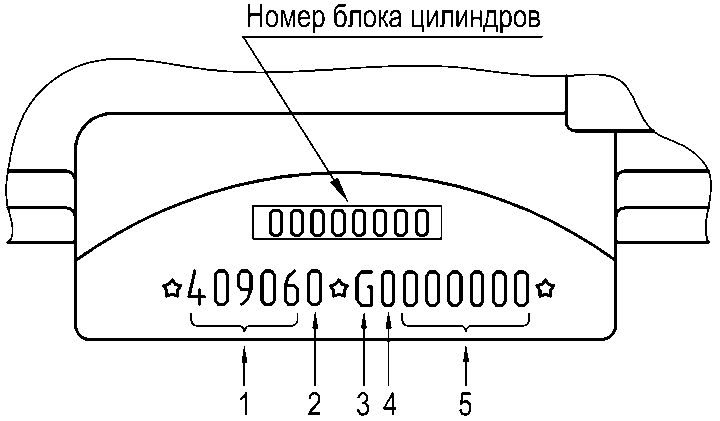
Рис.10. Идентификационный номер двигателя:
Описательная часть - VDS идентификационного номера двигателя (состоит из шести знаков):
1 - обозначение модели двигателя, состоит из пяти цифр;
2 - всегда указывается ноль.
Указательная часть - VIS идентификационного номера двигателя (состоит из восьми знаков):
3 - код года изготовления (цифра или буква латинского алфавита): «G» - 2016, «H» - 2017, «J» - 2018, «K» - 2019, «L» - 2020 и т.д.;
4 - цифровой код сборочного подразделения завода-изготовителя двигателя;
5 - порядковый номер двигателя.
Номер блока цилиндров может быть указан над идентификационным номером двигателя, наносится ударным способом или на самоклеющейся этикетке.
Комплектация двигателя указана на самоклеющейся этикетке 9 (рис.5), размещенной на крышке клапанов.
Тип
Диаметр цилиндра и ход поршня, мм
Рабочий объем цилиндров, см3
Степень сжатия
Порядок работы цилиндров
Направление вращения коленчатого вала (со стороны шкива)
Номинальная мощность при частоте вращения 4600 ± 100 мин-1:
- брутто по ГОСТ 14846, кВт (л.с.)
- максимальная по Правилам ЕЭК ООН № 85-00
Максимальный крутящий момент при частоте вращения 3900 ± 100
-1 мин :
- брутто по ГОСТ 14846, Н^м (кгс^м)
- по Правилам ЕЭК ООН № 85-00
Минимальная частота вращения коленчатого вала холостого хода, -1 мин
Максимальная частота вращения коленчатого вала, мин-1
Система подачи топлива
Воздушный фильтр
Система вентиляции
Система смазки
Масляный фильтр
Бензиновый, 4-х цилиндровый, 4-х тактный, рядный, с комплексной микропроцессорной системой управления впрыском топлива и зажиганием
95,5x94
2693
9,1
1-3-4-2
правое
105 (142,8)
99,0 (134,6)
230,0 (23,5)
217,0 (22,1)
850 ± 50
5000 ± 50
Распределённый впрыск топлива электромагнитными форсунками во впускные каналы головки цилиндров
С сухим сменным фильтрующим элементом (устанавливается на автомобиле)
Закрытая, с клапаном, ограничивающим разрежение в картере двигателе Комбинированная (под давлением и разбрызгиванием)
Полнопоточный, неразборный, тонкой очистки
|
Система охлаждения |
Жидкостная, закрытая, с принудительной циркуляцией охлаждающей жидкости |
|
Термостат |
Двухклапанный, с температурой от крытия основного клапана 82 ± 2 ОС |
|
Электронная система управления |
Управляет распределенным впрыском топлива и зажиганием |
|
Датчики системы управления Датчик температуры охлаждающей жидкости Датчик абсолютного давления и температуры |
Терморезистивный
|
|
Датчик синхронизации Датчик детонации Дроссельный модуль |
Индукционного типа Пьезоэлектрический С электрическим приводом и датчиком положения дроссельной заслонки потенциометрического типа |
|
Система зажигания |
Микропроцессорная, осуществляющая управление углом опережения зажигания |
|
Катушки зажигания |
Индивидуальные, трансформаторного типа |
|
Свечи зажигания |
Искровые, с помехоподавляющим резистором типа АУ14ДВРМ ГОСТ Р 53842, DR17YC-F ф.«Вп8к». Зазор между электродами свечей зажигания 0,70...0,85 мм |
|
Электрооборудование |
Постоянного тока, однопроводное, отрицательные клеммы источников и потребителей соединены с корпусом двигателя |
|
Номинальное напряжение, В Генератор |
12 Со встроенным выпрямительным блоком и регулятором напряжения, номинальное напряжение 14 В. Максимальный ток отдачи не менее 80 А, для автомобилей с компрессором кондиционера не менее 110 А. |
Стартер Редукторный, с дистанционным элек
тромагнитным включением
Датчики приборов
Датчик сигнализатора аварийного Контактного типа давления масла
1. Топливо
1.1 Для автомобилей экологического класса 4
Основное топливо - неэтилированный бензин с октановым числом 92 по исследовательскому методу экологического класса 4 и выше по ГОСТ 32513, ГОСТ Р 51105.
Допускается применение неэтилированных бензинов с октановым числом 95 и 98 по исследовательскому методу экологического класса 4 и выше по ГОСТ 32513, ГОСТ Р 51866.
Марки топлива для автомобилей экологического класса 4 приведены в табл.1.
Таблица 1
|
Экологический класс топлива |
Основное |
Дублирующее | ||
|
ГОСТ 32513 |
ГОСТ Р 51105 |
ГОСТ 32513 |
ГОСТ Р 51866 | |
|
4 |
АИ-92-К4 |
Регуляр-92 (АИ-92-4) |
АИ-95-К4 |
«Премиум Евро-95» вид II |
|
АИ-98-К4 |
«Премиум Евро-98» вид II | |||
|
5 |
АИ-92-К5 |
Регуляр-92 (АИ-92-5) |
АИ-95-К5 |
«Премиум Евро-95» вид III |
|
АИ-98-К5 |
«Премиум Евро-98» вид III | |||
1.2 Для автомобилей экологического класса 5
Основное топливо - неэтилированный бензин с октановым числом 92 по исследовательскому методу экологического класса 5 по ГОСТ 32513, ГОСТ Р 51105.
Допускается применение неэтилированных бензинов с октановым числом 95 и 98 по исследовательскому методу экологического класса 5 по ГОСТ 32513, ГОСТ Р 51866.
Марки топлива для автомобилей экологического класса 5 приведены в табл.2.
Таблица 2
|
Основное |
Дублирующее | ||
|
ГОСТ 32513 |
ГОСТ Р 51105 |
ГОСТ 32513 |
ГОСТ Р 51866 |
|
АИ-92-К5 |
Регуляр-92 (АИ-92-5) |
АИ-95-К5 |
«Премиум Евро-95» вид III |
|
АИ-98-К5 |
«Премиум Евро-98» вид III | ||
2. Моторное масло
2.1 Для заливки в двигатель применять моторные масла классов вязкости по классификации SAE и групп эксплуатационных свойств по классификации API и ААИ, как указано в табл.3.
Таблица 3
|
API |
ААИ |
SAE |
Т емпературный диапазон применения |
|
SG и выше (SH,SJ,SL,SM,SN и т.д.) |
Б4 и выше (Б5, Б6 и т.д.) |
0W-30 0W-40 5W-30 5W-40 |
всесезонно, в северных районах |
|
10W-30 10W-40 15W-30 15W-40 |
всесезонно, в средней полосе | ||
|
20W-40 20W-50 |
всесезонно, в южных районах | ||
|
20 30 |
лето, в средней полосе | ||
|
40 50 |
лето, в южных районах |
Заправочный объём системы смазки двигателя - 6,5 л сухого двигателя.
3. Охлаждающие жидкости
Для заливки в систему охлаждения двигателя использовать охлаждающие жидкости, приведенные в табл.4.
Таблица 4
|
Основные |
Дублирующие |
Т емпературный диапазон применения |
|
ОЖ-40 «Лена» ТУ 113-07-02 |
Тосол-А40М ТУ 6-57-95 |
выше -40 °С |
|
ОЖ-40 «Тосол-ТС» ТУ 2422-006-36732629 |
«Термосол» А-40 ТУ 301-02-141 | |
|
ОЖ-65 «Лена» ТУ 113-07-02 |
Тосол-А65М ТУ 6-57-95 |
выше -65 °С |
|
ОЖ-65 «Тосол-ТС» |
«Термосол» А-65 ТУ 301-02-141 |
Заправочный объём системы охлаждения двигателя - 3,5 л без учета заправочного объема радиатора, отопителя салона, расширительного бачка и соединительных шлангов.
Блок цилиндров - отлит из серого чугуна, выполнен в виде моноблока с картерной частью, опущенной ниже оси коленчатого вала (рис.11, 12, 13). В нижней части блока расположены пять гнезд коренных подшипников 9 (рис.13). Крышки коренных подшипников 7, изготавливаемые из высокопрочного чугуна, обрабатываются в сборе с блоком цилиндров и поэтому они не взаимозаменяемы. На нижней плоскости 1, 2 и 4 - ой крышек выбиты их порядковые номера для правильной установки. При установке крышек замочные пазы 6 под вкладыши в блоке цилиндров и в крышках следует располагать с одной стороны.
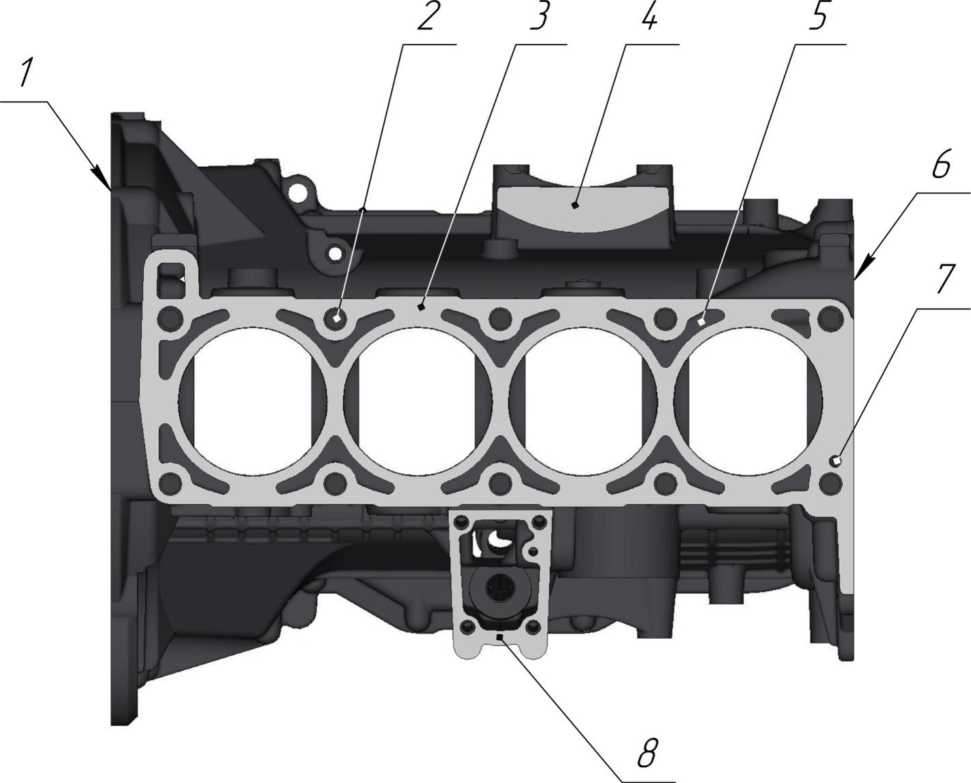
Рис.11. Блок цилиндров. Вид сверху:
1 - фланец крепления коробки перемены передач; 2 - резьбовые отверстия для крепления головки цилиндров (10 отв.); 3 - плоскость прилегания головки цилиндров; 4 - место нанесения идентификационного номера двигателя; 5 - окна рубашки охлаждения; 6 - плоскость прилегания крышки цепи; 7 - отверстие для подвода смазки в головку цилиндров; 8 - фланец крепления крышки привода масляного насоса
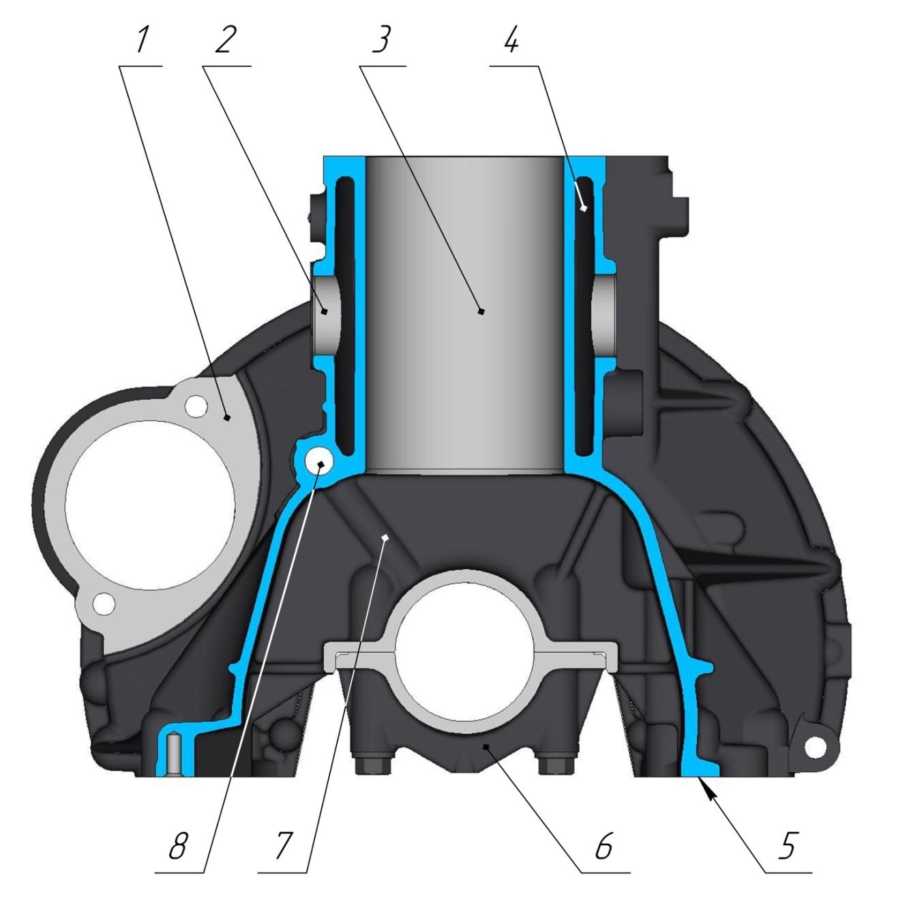
Рис.12. Блок цилиндров. Поперечный разрез по оси цилиндра:
1 - фланец крепления стартера; 2 - технологические отверстия, закрываются заглушками;
3 - зеркало цилиндра; 4 - рубашка охлаждения; 5 - фланец крепления масляного картера;
6 - крышка коренного подшипника; 7 - канал подвода смазки к коренному подшипнику;
8 - масляная магистраль.
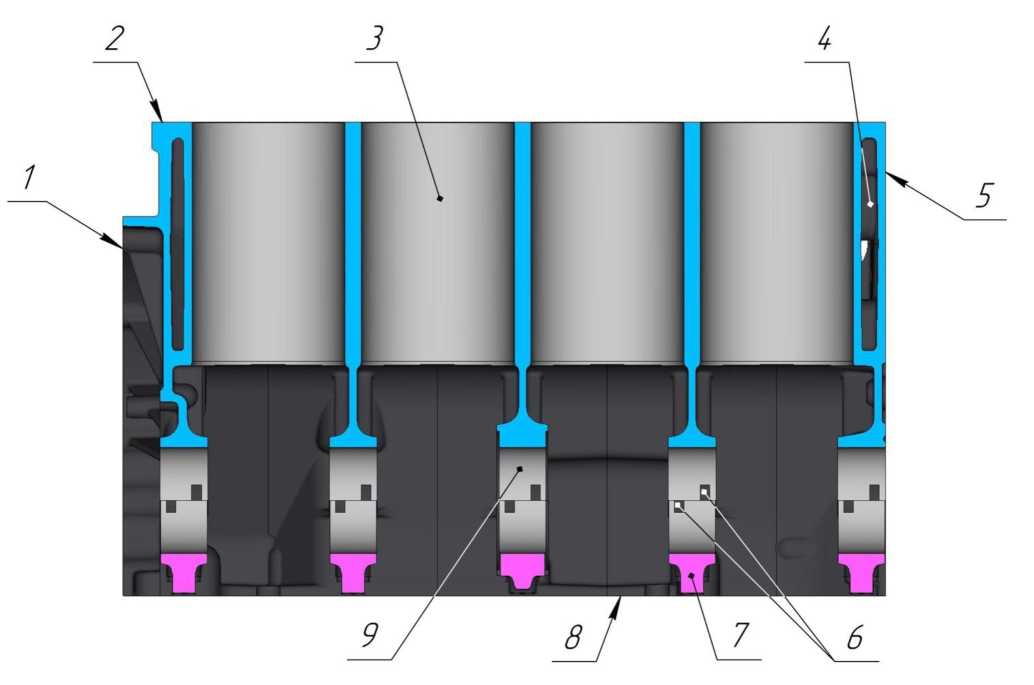
Рис.13. Блок цилиндров. Продольный разрез по оси цилиндров:
1 - фланец крепления коробки перемены передач; 2 - плоскость прилегания головки цилиндров; 3 - зеркало цилиндра; 4 - рубашка охлаждения; 5 - плоскость прилегания крышки цепи; 6 - пазы для фиксации вкладышей коренных подшипников; 7 - крышка коренного подшипника;
8 - фланец крепления масляного картера; 9 - гнездо коренного подшипника
Головка цилиндров - отлита из алюминиевого сплава, имеет два впускных и два выпускных клапана на каждый цилиндр. В верхней части головки цилиндров размещены два распределительных вала. Крышки опор распределительных валов 1 (рис.14) обрабатываются в сборе с головкой цилиндров и поэтому они не взаимозаменяемы. Крышки опор валов должны устанавливаться в соответствии с выбитыми на них порядковыми номерами, при этом ориентируясь определенным образом.
Отверстия под свечи зажигания находятся в центральной части камеры сгорания. В передней части имеются две бобышки с отверстиями 8 (рис.15) для крепления к крышке цепи. Между головкой цилиндров и блоком цилиндров устанавливается стальная, двухслойная прокладка головки цилиндров, имеющая высокую уплотняющую способность и термическую стойкость.
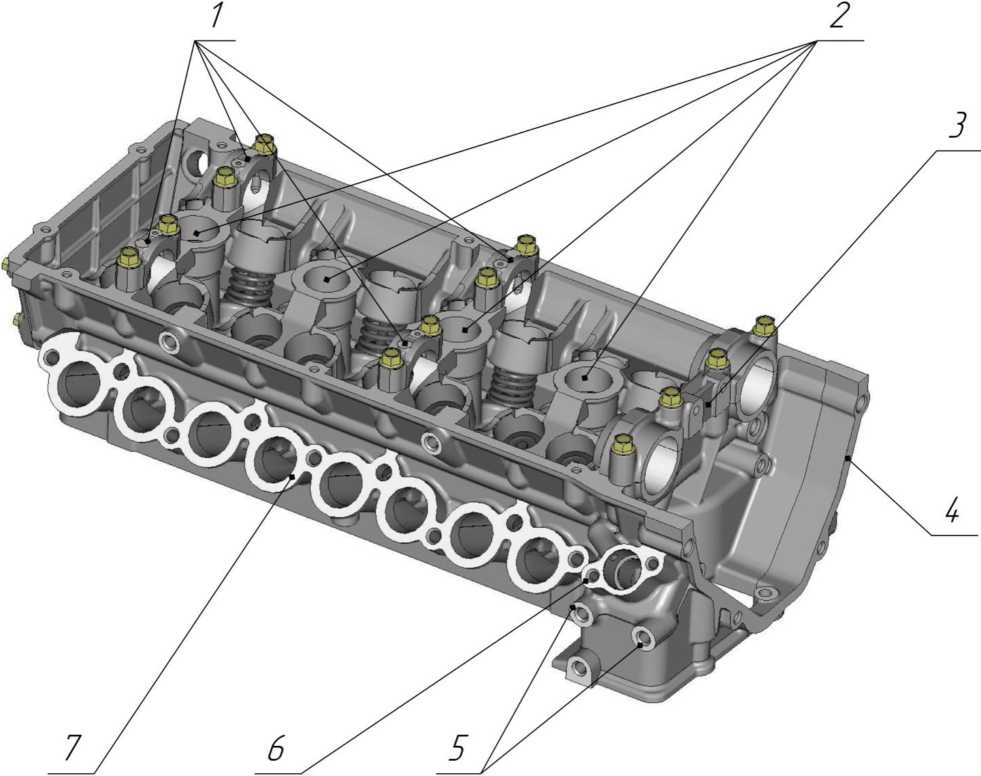
Рис.14. Головка цилиндров. Вид на фланец впускной трубы, на верхнюю плоскость и на фланец передней крышки:
1 - крышки распределительных валов; 2 - свечные колодцы; 3 - передняя крышка распределительных валов; 4 - фланец крепления передней крышки головки цилиндров; 5 - резьбовые отверстия крепления верхнего кронштейна генератора; 6 - фланец крепления крышки гидронатяжителя; 7 - фланец крепления впускной трубы
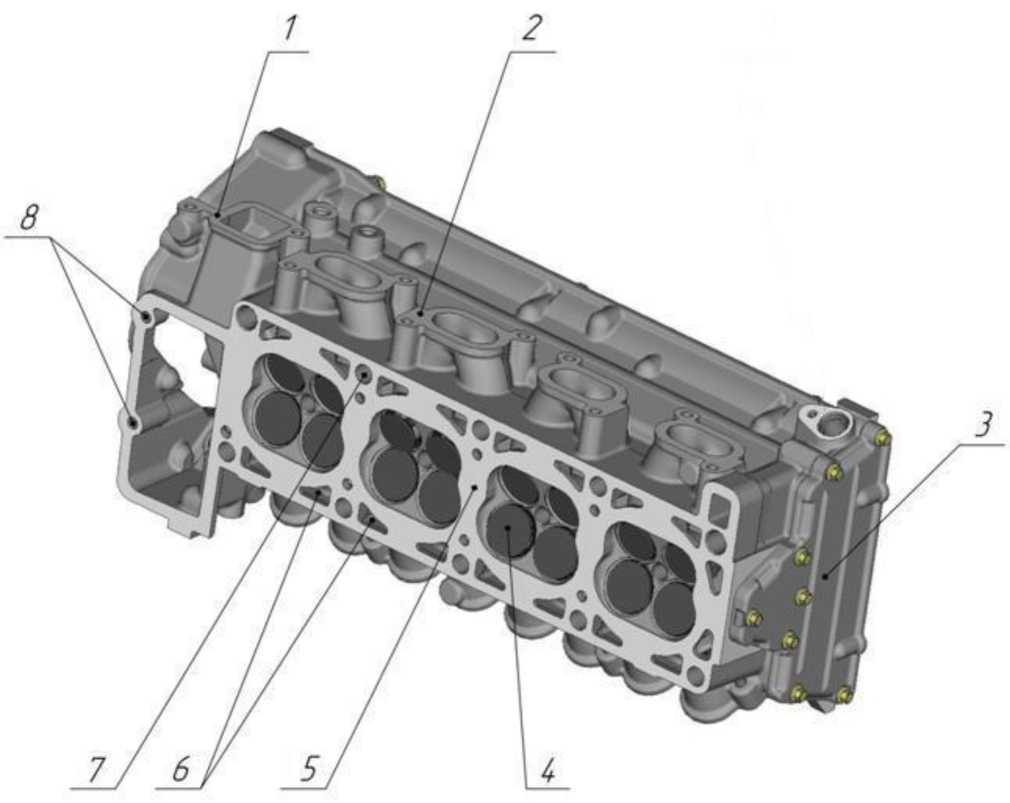
Рис.15. Головка цилиндров. Вид на камеры сгорания, на фланец выпускного коллектора и на заднюю крышку:
1 - фланец крепления термостата; 2 - фланец крепления выпускного коллектора; 3 - задняя крышка головки цилиндров; 4 - клапаны; 5 - плоскость прилегания к блоку цилиндров; 6 - окна рубашки охлаждения; 7 - отверстия болтов крепления головки цилиндров к блоку цилиндров; 8 - отверстия болтов крепления крышки цепи к головке цилиндров
Поршень 2 (рис. 16) - отлит из алюминиевого сплава. Юбка поршня выполнена с бочкообразным вертикальным профилем и микрорельефом для улучшения приработки и снижения потерь на трение. В поперечном (горизонтальном) сечении юбка поршня имеет форму овала, где больший радиус расположен перпендикулярно оси поршневого пальца.
На днище каждого поршня сделана выемка для расположения части камеры сгорания и четыре цековки, которые предотвращают касание (удары) о днище поршня тарелок клапанов при нарушении фаз газораспределения.
По наибольшему диаметру юбки поршни делятся на 5 размерных групп, по диаметру отверстия под поршневой палец - на 2 группы. Маркировка размерных групп выбивается на днище.
На торце поршня имеется надпись «FRONT» или «ПЕРЕД», служащая для его правильной ориентации при установке в блок цилиндров. Поршень должен устанавливаться, ориентируясь данной надписью в сторону переднего торца блока цилиндров (в сторону расположения шкива-демпфера коленчатого вала).
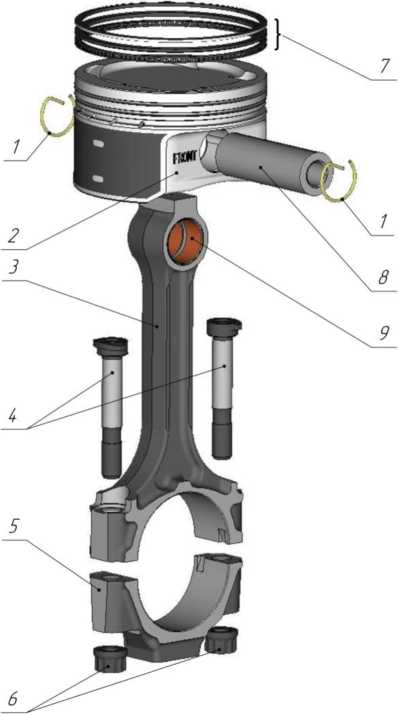
Рис.16. Поршень и шатун:
1 - стопорные кольца; 2 - поршень; 3 - шатун; 4 - болты шатуна; 5 - крышка шатуна; 6 - гайки;
7 - поршневые кольца; 8 - поршневой палец; 9 - втулка шатуна
Поршневые кольца устанавливаются по три на каждом поршне: два компрессионных и одно маслосъемное.
Верхние компрессионные кольца 2 (рис.17) могут быть стальные или из высокопрочного чугуна. Прилегающая к цилиндру поверхность верхнего компрессионного кольца имеет бочкообразную форму. Для увеличения износостойкости эта поверхность покрыта хромом.
Нижние компрессионные кольца 3 изготавливаются из серого чугуна, имеют наружную коническую поверхность. Кольцо должно устанавливаться на поршень маркировкой «TOP» или маркировкой товарного знака предприятия-изготовителя в сторону днища поршня (вверх).
Маслосъемное кольцо составное. Состоит из двух стальных кольцевых дисковых элементов 4 и пружинного расширителя 5.
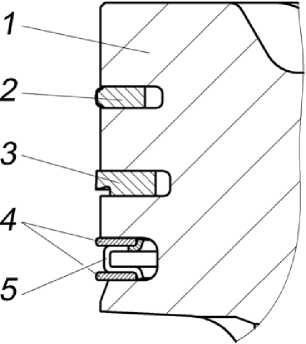
Рис.17. Поршневые кольца:
1 - поршень; 2 - верхнее компрессионное кольцо; 3 - нижнее компрессионное кольцо; 4 - кольцевой дисковый элемент; 5 - пружинный расширитель
Поршневые пальцы - трубчатого сечения, стальные, плавающего типа, при работе двигателя свободно вращаются в бобышках поршня и втулке шатуна. Для увеличения твердости и износостойкости наружная поверхность пальца подвергнута химико-термическому упрочнению. Осевое перемещение пальца ограничивается стопорными кольцами, установленными в канавках бобышек поршня. Пальцы по наружному диаметру делятся на размерные группы.
Шатун 3 (рис.16) - стальной, кованый, со стержнем двутаврового сечения и продольным отверстием подачи масла для смазки подшипника поршневого пальца и охлаждения днища поршня. В поршневую головку шатуна запрессована бронзовая втулка, служащая подшипником поршневого пальца.
Крышка шатуна крепится к шатуну двумя центрирующими болтами с гайками. Крышка обрабатывается совместно с шатуном, поэтому крышки нельзя переставлять с одного шатуна на другой.
Для правильной сборки на боковых поверхностях крышек и шатунов выбиты порядковые номера цилиндров, в которые они были установлены. Крышка шатуна с шатуном должны быть собраны таким образом, чтобы номера цилиндров или пазы под вкладыши располагались с одной стороны.
Шатуны делятся на 4 группы по массе и на 4 размерные группы по диаметру отверстия втулки под поршневой палец.
Коленчатый вал - пятиопорный, отлит из высокопрочного чугуна. Для разгрузки коренных подшипников от центробежных сил коленчатый вал имеет восемь противовесов. Износостойкость коренных, шатунных шеек и поверхностей заднего фланца, контактирующих с рабочей кромкой сальника, обеспечивается поверхностной закалкой токами высокой частоты. Галтели коренных и шатунных шеек вала накатываются роликами для их упрочнения. Вал динамически сбалансирован.
В коренных (кроме средней) и шатунных шейках просверлены сквозные отверстия, которые соединяются косыми сверлениями, проходящими сквозь шейки и щеки вала. Данные каналы служат для подачи масла к шатунным подшипникам. В месте выхода сверлений в щеках находятся специальные грязеулавливающие полости, закрытые резьбовыми пробками. В процессе вращения коленчатого вала грязь и продукты износа, находящиеся в масле, отделяются за счет действия центробежной силы инерции и накапливаются в этих полостях. Происходит дополнительная, помимо фильтра, очистка масла.
Направление вращения коленчатого вала - правое (при направлении взгляда на шкив-демпфер).
Коленчатый вал установлен в коренных опорах блока цилиндров, в которых расположены вкладыши коренных подшипников.
Вкладыши коренных и шатунных подшипников коленчатого вала стале-алюминевые. Верхние вкладыши коренных подшипников имеют канавку и отверстие для подачи масла, нижние - без канавок. Верхние и нижние вкладыши шатунных подшипников одинаковые, с отверстием для подвода масла в масляный канал шатуна.
Осевое перемещение коленчатого вала ограничивается упорными полушайбами 3, 6 (рис.18), расположенными по обе стороны средней (третьей) коренной опоры в проточках крышки и блока цилиндров. Полушайбы поверхностью с канавками обращены к щекам коленчатого вала. Нижние полушайбы удерживаются от вращения за счет выступов, входящих в пазы на торцах крышки среднего коренного подшипника.
Нижние полушайбы упорного подшипника сталеалюминевые. Верхние полушайбы упорного подшипника выполнены полностью из алюминиевого сплава. Могут устанавливаться полиамидные полушайбы 3 переднего упорного подшипника.
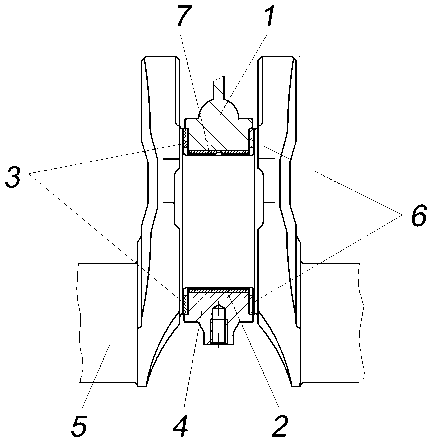
Рис.18. Средний (упорный) подшипник коленчатого вала:
1 - блок цилиндров; 2 - нижний вкладыш коренного подшипника; 3 - передние упорные полушайбы; 4 - крышка среднего коренного подшипника; 5 - коленчатый вал; 6 - задние упорные полушайбы; 7 - верхний вкладыш коренного подшипника
На переднем конце коленчатого вала на шпонках 11 и 13 (рис.19) установлены ведущая звездочка 5 первой ступени привода распределительных валов и шкив - демпфер 2 со ступицей, закрепленные стяжным болтом 1.
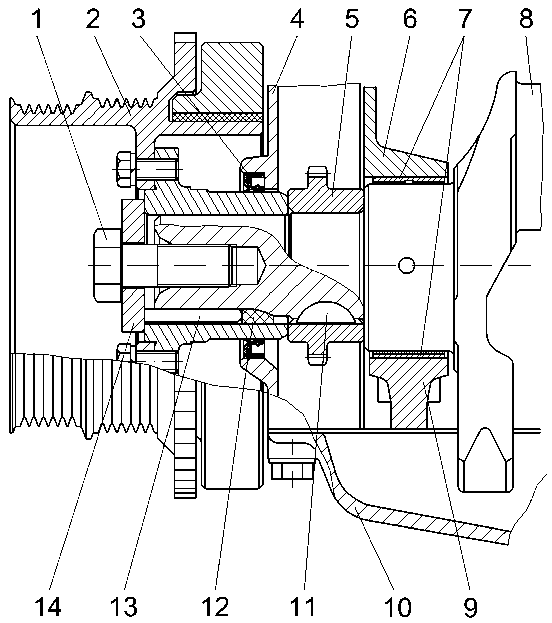
Рис.19. Передний конец коленчатого вала:
1 - стяжной болт; 2 - шкив-демпфер со ступицей в сборе; 3 - передний сальник; 4 - крышка цепи; 5 - звездочка привода распределительных валов; 6 - блок цилиндров; 7 - вкладыши коренного подшипника; 8 - коленчатый вал; 9 - крышка коренного подшипника; 10 - масляный картер; 11 - сегментная шпонка; 12 - уплотнительная пробка; 13 - призматическая шпонка; 14 -шайба
Герметичность переднего конца коленчатого вала обеспечивается сальником 3, установленным в крышке цепи 4, и уплотнительной пробкой 12, установленной в шпоночном пазе коленчатого вала.
Находящаяся под рабочей кромкой сальника поверхность ступицы шкива 2 для увеличения износостойкости закалена токами высокой частоты.
Шкив-демпфер коленчатого вала имеет специальный эластомерный резиновый элемент, служащий для гашения крутильных колебаний коленчатого вала, с последующим снижением шума и улучшением условий работы цепного привода распределительных валов. Шкив-демпфер подвергнут статической балансировке.
Поверхность стальной ступицы шкива-демпфера, контактирующая с рабочей кромкой сальника, для увеличения износостойкости закалена токами высокой частоты.
Зубчатый венец шкива-демпфера служит для формирования импульсов, воспринимаемых датчиком синхронизации системы управления, с помощью которых микропроцессорный блок системы управления определяет частоту вращения коленчатого вала и положение коленчатого вала относительно ВМТ.
На диске демпфера нанесена риска, по совпадению которой с выступом на крышке цепи определяется нахождение поршня первого цилиндра в ВМТ.
На центрирующий буртик заднего конца коленчатого вала и штифт 7 (рис.20) установлен маховик 6, прикрепленный к фланцу шестью самостопоря-щимися болтами 11 через термоупрочненную шайбу 9. Термоупрочненная шайба служит для увеличения надежности соединения. В отверстие маховика установлены распорная втулка 8 и подшипник 10 первичного вала коробки передач. Герметичность заднего конца коленчатого вала обеспечивается задним сальником 5, установленным в сальникодержателе 4.
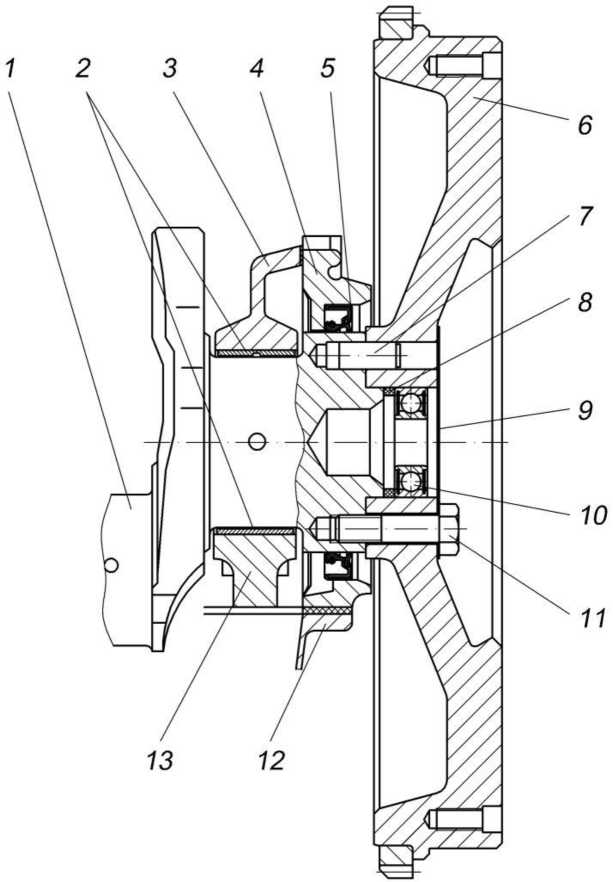
Рис.20. Задний конец коленчатого вала:
1 - коленчатый вал; 2 - вкладыши коренного подшипника; 3 - блок цилиндров; 4 - сальнико-держатель; 5 - задний сальник; 6 - маховик: 7 - установочный штифт маховика; 8 - распорная втулка; 9 - шайба болтов маховика; 10 - подшипник переднего конца первичного вала коробки передач; 11 - болт маховика; 12 - масляный картер; 13 - крышка коренного подшипника
Маховик - отлит из серого чугуна, имеет напрессованный стальной, упрочненный закалкой токами высокой частоты, зубчатый венец. Статическая балансировка маховика производится отдельно от коленчатого вала.
Привод распределительных валов осуществляется двумя зубчатыми цепями.
Привод распределительных валов включает в себя: звездочку 1 (рис.21) коленчатого вала (29 зубьев), ведомую 5 и ведущую 6 звездочки промежуточного вала (46 и 23 зуба), звездочки распределительных валов 14 и 16 (29 зубьев), две зубчатые цепи 4 и 11 (84 звена - нижняя, 108 звеньев - верхняя), гидронатяжители 3 и 9, башмаки натяжения цепей 2 и 8, и успокоители цепей 15, 20 и 21. Натяжение цепи каждой ступени осуществляется гидронатяжителями.
Для правильной сборки привода распределительных валов и установки фаз газораспределения на звездочке коленчатого вала, ведомой звездочке промежуточного вала, звездочках распределительных валов, блоке цилиндров имеются метки.
При установке привода метки М1, М2 на блоке цилиндров должны совпадать с метками на звездочках коленчатого и промежуточного валов. Метки 12, 18 на звездочках распределительных валов должны быть направлены в разные стороны наружу двигателя и совпадать с верхней плоскостью 19 головки цилиндров, как показано на рисунке.
Внимание!
Звездочки впускного и выпускного распределительных валов привода распределительных валов с зубчатыми цепями невзаимозаменяемые. Для их отличия друг от друга на звездочке впускного распределительного вала выбито две установочных метки, на звездочке выпускного распределительного вала имеется только одна метка.
Данное положение распределительных и коленчатого валов соответствует нахождению поршня первого цилиндра в ВМТ такта сжатия. Положение поршня первого цилиндра в ВМТ также можно определить по совпадению риски на диске демпфера шкива коленчатого вала с выступом на крышке цепи.
Ведущая звездочка промежуточного вала - стальная, для увеличения твердости и износостойкости углеродоазотирована. Звездочки коленчатого вала, распределительных валов и ведомая промежуточного вала изготовлены из высокопрочного чугуна.
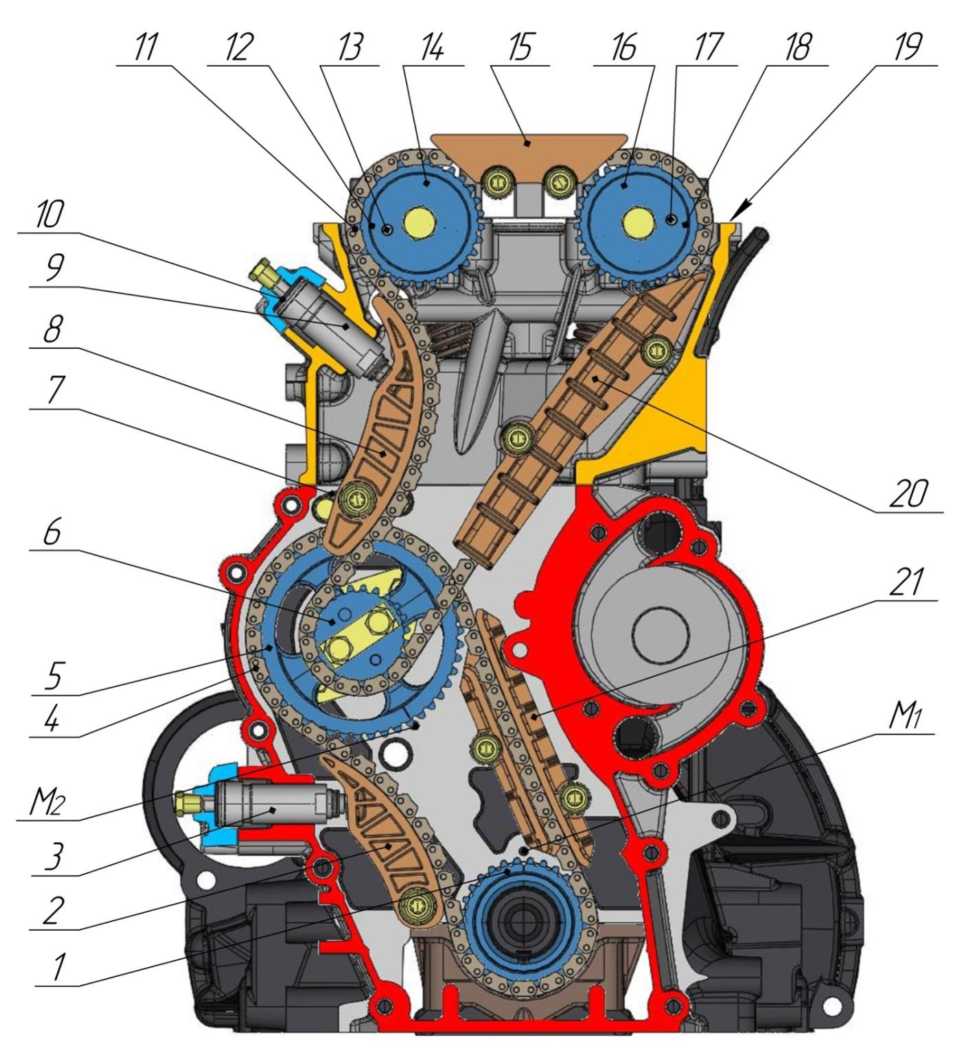
Рис.21. Привод распределительных валов зубчатыми цепями:
1 - звездочка коленчатого вала; 2, 8 - башмак натяжения цепи; 3, 9 - гидронатяжитель; 4 - цепь первой ступени; 5 - звездочка промежуточного вала ведомая; 6 - звездочка промежуточного вала ведущая; 7 - опора болта башмака; 10 - шумоизоляционная шайба; 11 - цепь второй ступени; 12,18 - установочные метки на звездочках; 13,17 - установочные штифты;
14 - звездочка распределительного вала впускных клапанов; 15 - успокоитель цепи верхний; 16 - звездочка распределительного вала выпускных клапанов; 19 - верхняя плоскость головки цилиндров; 20 - успокоитель цепи средний; 21 - успокоитель цепи нижний; М1 и М2 - установочные метки на блоке цилиндров
Распределительные валы - отлиты из специального легированного чугуна. Для достижения высокой износостойкости рабочих поверхностей применяется «отбел» кулачков.
Валы вращаются в два раза медленнее коленчатого вала в подшипниках, образованных головкой цилиндров и съемными алюминиевыми крышками. От осевых перемещений валы удерживаются упорными полукольцами из полиамида, которые входят в проточки на передней опорной шейке валов и передней крышки распределительных валов.
Впускной и выпускной валы имеют одинаковый профиль кулачков. Распределительные валы обеспечивают фазы газораспределения, показанные на рис.22, и высоту подъема клапана 9 мм.
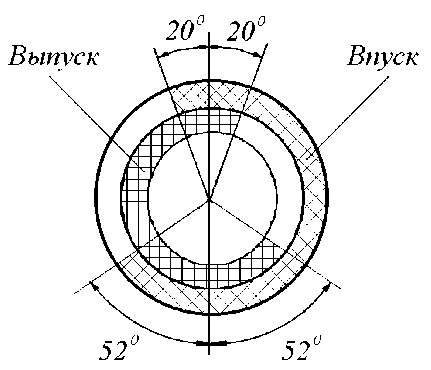
Рис.22. Фазы газораспределения
Фазы газораспределения действительны при правильной установке привода распределительных валов. В процессе длительной эксплуатации происходит удлинение цепей привода, что приводит к нарушению фаз газораспределения и ухудшению характеристик двигателя. Поэтому при эксплуатации двигателя необходимо проводить проверку и, при необходимости, корректировку фаз.
Привод клапанов осуществляется двумя распределительными валами 6 (рис.23) и 9, расположенными в головке цилиндров 5. Кулачки распределительных валов действуют непосредственно на гидротолкатели 10, которые перемещаются в цилиндрических отверстиях головки цилиндров. Применение гидравлических толкателей в приводе клапанов исключает необходимость регулировки зазоров. В приводе применяется одна пружина на каждый клапан.
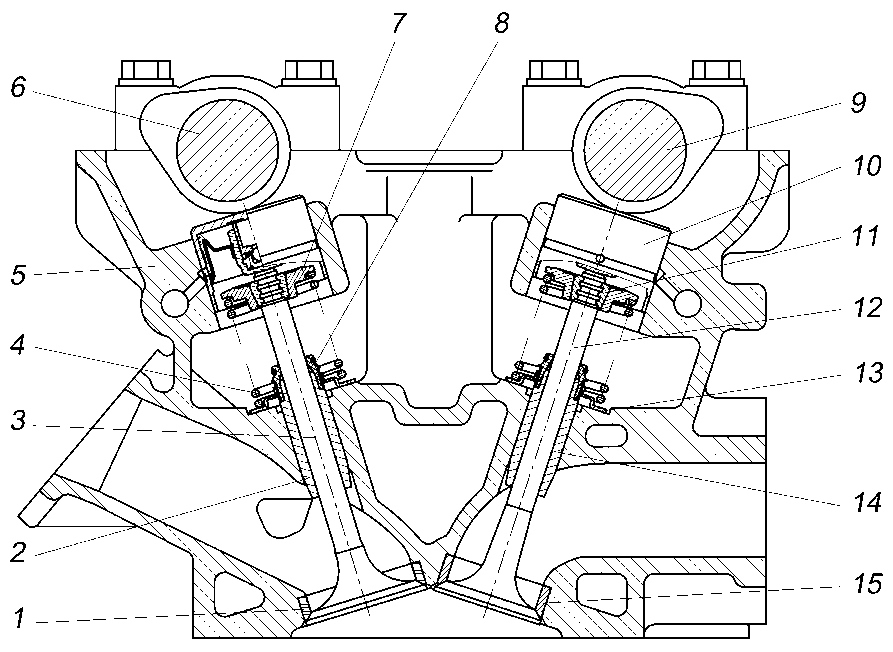
Рис.23. Привод клапанов:
1 - седло впускного клапана; 2 - направляющая втулка впускного клапана; 3 - впускной клапан; 4 - пружина клапана; 5 - головка цилиндров; 6 - распределительный вал впускных клапанов; 7 - тарелка пружины клапана; 8 - маслоотражательный колпачок; 9 - распределительный вал выпускных клапанов; 10 - гидротолкатель; 11 - сухарь клапана; 12 - выпускной клапан; 13 - опорная шайба пружины клапана; 14 - направляющая втулка выпускного клапана; 15 - седло выпускного клапана.
Клапаны - изготовлены из жаропрочной стали и имеют возможность в процессе работы проворачиваться. Клапаны работают в направляющих втулках, запрессованных в головку цилиндров.
Направляющие втулки изготавливаются из металлокерамики или из легированного серого чугуна. Седла клапанов изготавливаются из металлокерамики.
Гидротолкатели - выполнены в виде цилиндрического стакана с плунжерной парой гидрокомпенсатора внутри и канавкой с отверстием для подвода масла от магистрали в головке цилиндров снаружи (рис.24). Гидротолкатели обеспечивают беззазорный контакт кулачка распределительного вала с торцом клапана за счет давления масла и действия пружины гидрокомпенсатора.
При работе гидротолкатели вращаются благодаря смещению по ширине середины кулачка распределительного вала относительно оси гидротолкателя, что обеспечивает равномерную приработку и уменьшение износа торца гидротолкателя.
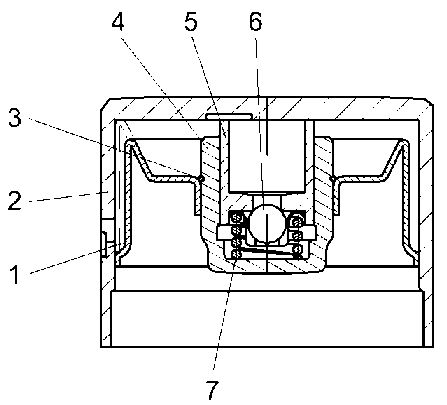
Рис.24. Гидротолкатель:
1 - направляющая втулка гидрокомпенсатора; 2 - корпус гидротолкателя; 3 - стопорное кольцо;
4 - корпус гидрокомпенсатора; 5 - поршень гидрокомпенсатора; 6 - обратный шариковый клапан; 7 - пружина
Промежуточный вал - служит для привода масляного насоса. Промежуточный вал 6 (рис.25) сборный. Передняя и задняя опорные шейки, изготовленные из порошкового материала методом порошковой металлургии, напрессованы на стальной вал.
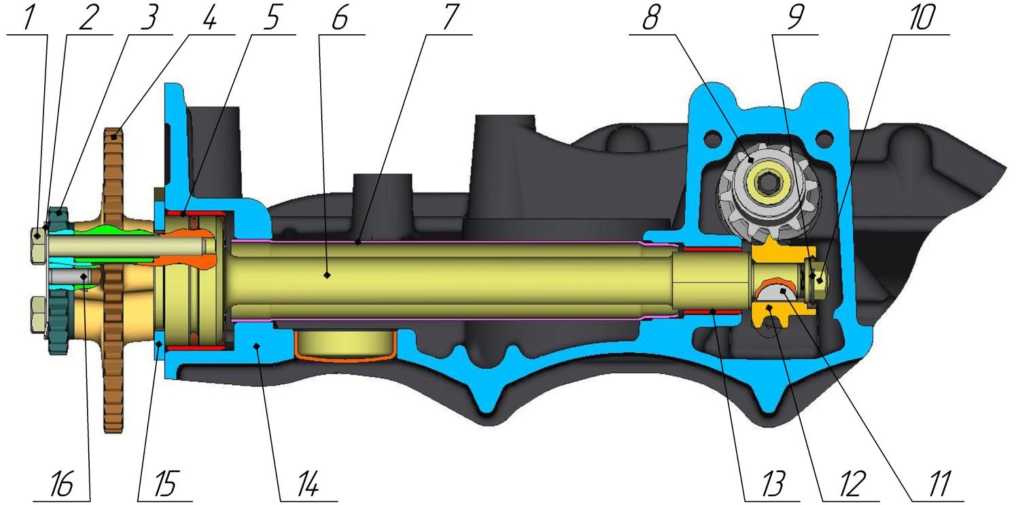
Рис.25. Вал промежуточный:
1 - болт; 2 - стопорная пластина; 3 - звездочка ведущая; 4 - звездочка ведомая; 5 - передняя втулка вала; 6 - промежуточный вал; 7 - труба; 8 - ведомая шестерня привода масляного насоса; 9 - кольцо; 10 - гайка; 11 - шпонка; 12 - ведущая шестерня привода масляного насоса; 13 - задняя втулка вала; 14 - блок цилиндров; 15 - фланец промежуточного вала; 16 - штифт
Промежуточный вал 6 установлен в приливы блока цилиндров 14, герметично закрыт стальной трубой 7, установленной на анаэробный герметик. Промежуточный вал в блоке цилиндров фиксируется от продольного смещения стальным закаленным фланцем 15, поверхность которого для улучшения приработки и уменьшения трения фосфатирована. Фланец также может быть изготовлен из полимерного материала со стальными закладными шайбами под крепежные болты.
Вал вращается в сталеалюминевых втулках 5 и 13, запрессованных в отверстия блока. При вращении промежуточный вал прижимается торцом передней опорной шейки к крепежному фланцу.
На переднем конце вала установлены звездочки 3 и 4 привода распределительных валов, на заднем - винтовая шестерня 12 привода масляного насоса на сегментной шпонке 11 и закреплена фланцевой гайкой 10, удерживаемой с помощью кольца 9.
Звездочки привода распределительных валов крепятся двумя болтами 1 «напроход» к промежуточному валу. Болты стопорятся от самоотворачивания загибкой углов стопорной пластины 2 на гранях их головок. Точное угловое положение ведомой звездочки 3 относительно звездочки 4 обеспечивается установкой ее на штифт 16, запрессованный в ведомую звездочку.
Гидронатяжитель - стальной, выполнен в виде подобранной по зазору плунжерной пары, состоящей из корпуса 4 (рис.26) и плунжера 3. Гидронатяжитель обеспечивает постоянное натяжение цепи и гашение её колебаний за счет давления масла в системе смазки, и действия пружины плунжерной пары.
На двигатель гидронатяжитель следует устанавливать в «заряженном» состоянии, когда плунжер 3 удерживается в корпусе 4 с помощью стопорного кольца 6, без транспортного стопора 7, и затем разряжать только после полного затягивания болтов крышки гидронатяжителя.
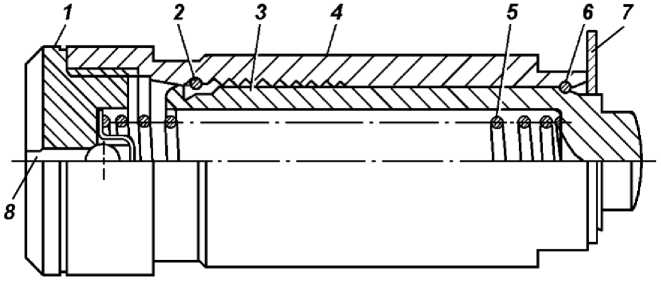
Рис.26. Гидронатяжитель:
1 - корпус клапана в сборе; 2 - запорное кольцо; 3 - плунжер; 4 - корпус; 5 - пружина; 6 - стопорное кольцо; 7 - транспортный стопор; 8 - отверстие для подвода масла из системы смазки
Для приведения гидронатяжителя в рабочее состояние («разрядки») после окончательной затяжки болтов крепления крышки необходимо через отверстие крышки, закрываемое пробкой с конической резьбой, оправкой нажать на гидронатяжитель с усилием, обеспечивающим выход плунжера из корпуса гидронатяжителя. Под действием пружины корпус гидронатяжителя переместится до упора в крышку, а плунжер через башмак натянет цепь.
На внутренней поверхности корпуса 4 выполнены канавки специального профиля и канавка под стопорное кольцо 6, на наружной поверхности - две лыски под ключ (19 мм). Плунжер 3 имеет форму стакана, внутри которого установлена пружина 5, сжатая корпусом клапаном 1, ввернутым в корпус. На наружной поверхности плунжера имеются две канавки специального профиля, в которых установлены разрезные пружинные кольца - стопорное кольцо 6 и запорное кольцо 2. Стопорное кольцо предотвращает выход плунжера из корпуса при транспортировке и установке гидронатяжителя на двигатель, запорное кольцо ограничивает обратный ход плунжера при работе. В рабочем состоянии плунжер 3 с запорным кольцом 2 под действием пружины 5 перемещается из канавки в канавку корпуса 4, выдвигаясь из него. Обратному перемещению плунжера препятствует запорное кольцо и специальный (храповый) профиль канавок корпуса и плунжера.
В корпусе клапана 1 расположен обратный шариковый клапан, через который масло из магистрали двигателя поступает внутрь гидронатяжителя. К шариковому клапану масло поступает через прорезь на торце и отверстие 8 в корпусе клапана.
Работает гидронатяжитель следующим образом.
Под действием пружины 5 и давления масла, поступающего из масляной магистрали через отверстие 8 в корпусе клапана, плунжер 3 нажимает на башмак, а через него на цепь, обеспечивая неразрывный контакт поверхности башмака и цепи.
При воздействии цепи на гидронатяжитель (при изменении режима работы двигателя) плунжер 3 перемещается назад, сжимая пружину 5, шариковый клапан гидронатяжителя закрывается и происходит демпфирование (гашение) колебаний цепи за счет пружины и перетекания масла через зазор между плунжером и корпусом. По мере вытяжки цепи плунжер выдвигается из корпуса 4, передвигая запорное кольцо 2 из одной канавки корпуса в другую, тем самым обеспечивается необходимое натяжение цепи.
Ход плунжера назад, при гашении колебаний цепи и при компенсации температурных удлинений деталей привода, ограничивается запорным кольцом 2 и шириной канавки на плунжере 3.
Транспортный стопор 7 служит для исключения вероятности «разрядки» гидронатяжителя (выхода плунжера из корпуса гидронатяжителя) при его транспортировке. Перед установкой гидронатяжителя на двигатель транспортный стопор необходимо снять.
На двигателях также могут применяться гидронатяжители, устанавливаемые в адаптеры (рис.27). Принцип действия таких гидронатяжителей аналогичен гидронатяжителям вышеописанной конструкции.
На двигатель гидронатяжители, применяемые с адаптерами, должны устанавливаться в заряженном состоянии. Разрядка гидронатяжителя после установки на двигатель производится, путем нажатия на торец адаптера через отверстие в крышке гидронатяжителя.
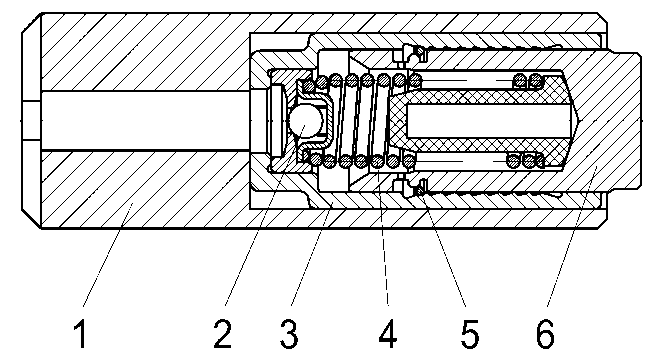
Рис.27. Гидронатяжитель с адаптером:
1 - адаптер; 2 - шариковый клапан; 3 - корпус гидронатяжителя; 4 - пружина; 5 кольцо; 6 - плунжер
запорное
Система смазки - комбинированная, с подачей масла к трущимся поверхностям под давлением, разбрызгиванием и самотеком.
Система смазки включает: масляный картер, масляный насос с приемным патрубком и редукционным клапаном, привод масляного насоса, масляные каналы в блоке цилиндров, головке цилиндров и коленчатом валу, полнопоточный масляный фильтр, стержневой указатель уровня масла, крышку маслоналивного патрубка, пробку слива масла и датчик сигнализатора аварийного давления масла.
Циркуляция масла происходит следующим образом. Насос 19 (рис.28) засасывает масло из картера 20 и по каналу в блоке цилиндров подводит его к полнопоточному масляному фильтру 2.
При давлении масла 4,6 кгс/см2 происходит открытие редукционного клапана 17 масляного насоса и перепуск масла обратно в зону всасывания насоса, благодаря чему уменьшается рост давления в системе смазки. Максимальное давление масла в системе смазки - 6,0 кгс/см2.
Очищенное масло из фильтра поступает в центральную масляную магистраль 1 блока цилиндров, откуда по каналам 13 подводится к коренным подшипникам коленчатого вала, по каналу 4 - к заднему подшипнику промежуточного вала, по каналу 3 - к верхнему подшипнику валика привода масляного насоса и также к гидронатяжителю нижней цепи привода распределительных валов.
От коренных подшипников масло по внутренним каналам 14 коленчатого вала 15 подводится к шатунным подшипникам и от них по каналам 12 в шатунах подается для смазки поршневых пальцев. Для охлаждения поршня масло через отверстие в верхней головке шатуна разбрызгивается на днище поршня.
От верхнего подшипника валика привода масляного насоса масло через поперечные сверления и внутреннюю полость валика подается для смазки нижнего подшипника валика и опорной поверхности ведомой шестерни 7 (рис.31) привода. Шестерни привода масляного насоса смазываются струей масла, разбрызгиваемой через отверстие в центральной масляной магистрали.
Из центральной масляной магистрали масло по каналу 5 (рис.28) блока цилиндров поступает в головку цилиндров, где по каналам 7 подводится к опорам распределительных валов, по каналам 9 - к гидротолкателям и также к гидронатяжителю 6 верхней цепи привода распределительных валов.
Вытекая из зазоров и стекая в масляный картер в передней части головки цилиндров, масло попадает на цепи, башмаки натяжения цепей и звездочки привода распределительных валов.
В задней части головки цилиндров масло стекает в масляный картер по выполненному в литье отверстию головки через отверстие в приливе блока цилиндров.
Заливка масла в двигатель осуществляется через маслоналивной патрубок крышки клапанов, закрываемый крышкой 8 с уплотнительной резиновой прокладкой. Уровень масла контролируется по нанесенным на указателе уровня масла 10 меткам: верхнего уровня - "MAX" и нижнего - "MIN". Слив масла производится через отверстие в масляном картере, закрываемое сливной пробкой 18 с уплотнительной прокладкой.
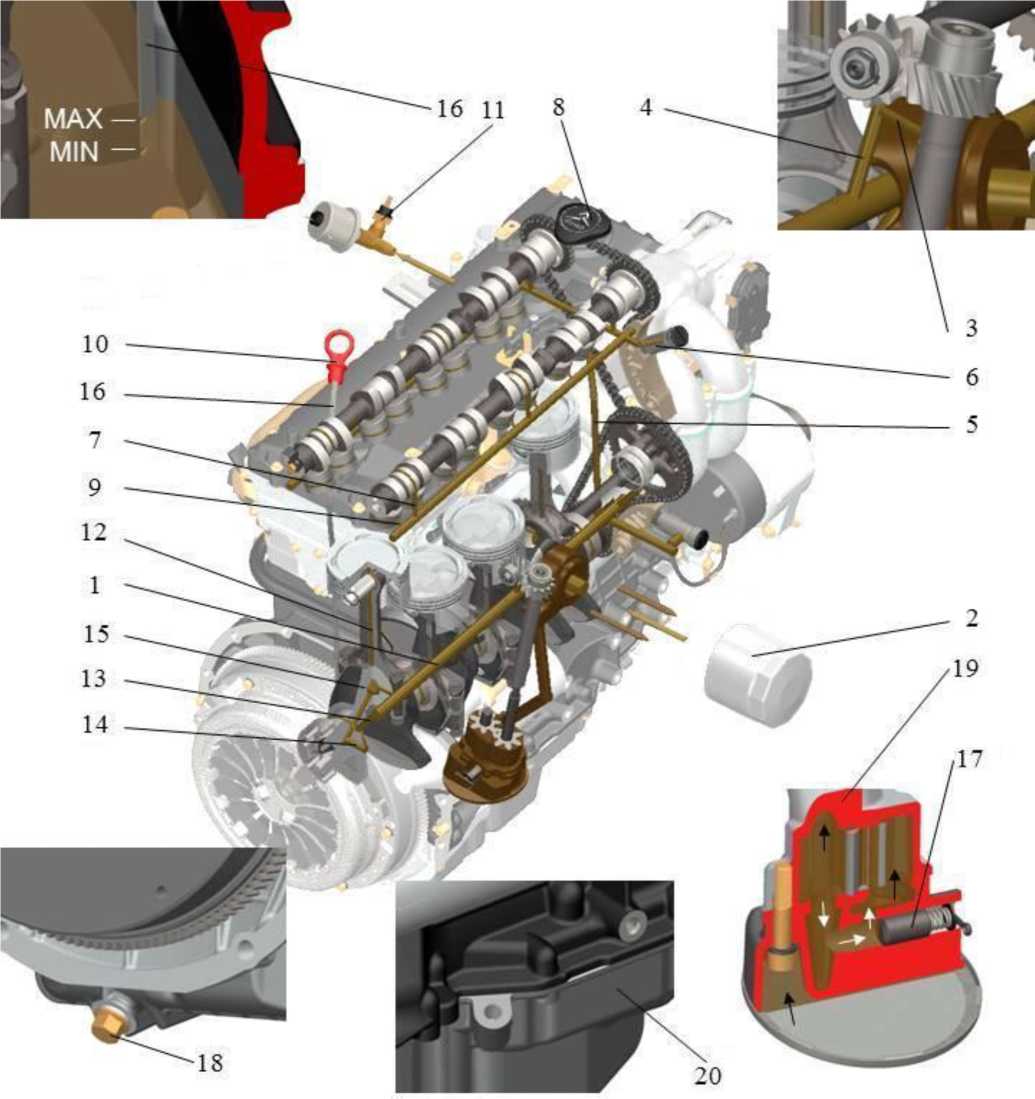
Рис.28. Схема системы смазки:
1 - центральная масляная магистраль; 2 - масляный фильтр; 3, 4, 5, 7, 9, 12, 13, 14 - каналы подачи масла; 6 - верхний гидронатяжитель цепи; 8 - крышка маслоналивного патрубка; 10 - рукоятка стержневого указателя уровня масла; 11 - датчик сигнализатора аварийного давления масла; 15 - коленчатый вал; 16 - стержневой указатель уровня масла; 17 - редукционный клапан масляного насоса; 18 - пробка сливного отверстия масляного картера; 19 - масляный насос; 20 - масляный картер
Очистка масла осуществляется сеткой приемного патрубка масляного насоса, фильтрующими элементами полнопоточного масляного фильтра, а также центробежными силами в каналах коленчатого вала.
В масляном канале головки цилиндров установлен датчик аварийного давления масла 11, по сигналу которого при давлении масла ниже 40...80 кПа (0,4...0,8 кгс/см2) загорается контрольная лампа аварийного давления в комбинации приборов автомобиля.
Масляный насос - шестеренчатого типа, установлен внутри масляного картера, крепится с прокладкой двумя болтами к блоку цилиндров и держателем к крышке третьего коренного подшипника.
Ведущая шестерня 1 (рис.29) неподвижно закреплена на валике 3 с помощью штифта, а ведомая 5 свободно вращается на оси 4, запрессованной в корпусе 2 насоса. На верхнем конце валика 3 сделано шестигранное отверстие, в которое входит шестигранный валик привода масляного насоса.
Центрирование ведущего валика насоса осуществляется благодаря посадке цилиндрического выступа корпуса насоса в отверстии блока цилиндров.
Корпус насоса отлит из алюминиевого сплава, перегородка 6 и шестерни изготовлены из металлокерамики. К корпусу тремя винтами крепится литой из алюминиевого сплава приемный патрубок 7 с сеткой, в котором установлен редукционный клапан. 1
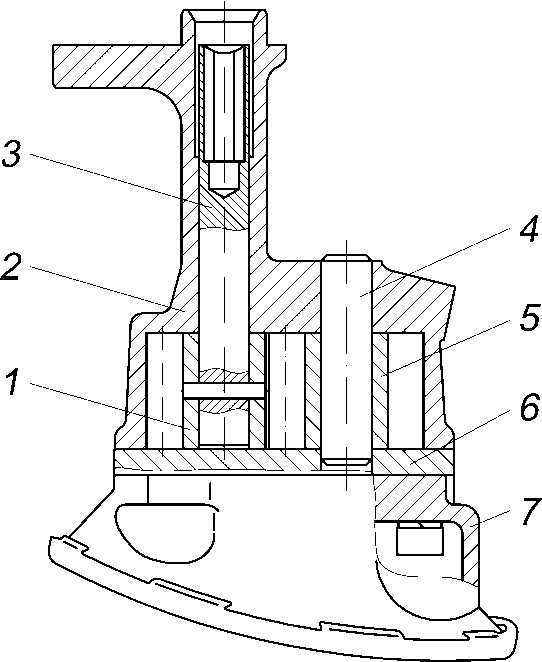
Рис.29. Масляный насос:
Под пружиной плунжера могут устанавливаться одна или две шайбы 3. Удалять установленные шайбы запрещается, поскольку это приведет к изменению давления открытия редукционного клапана.
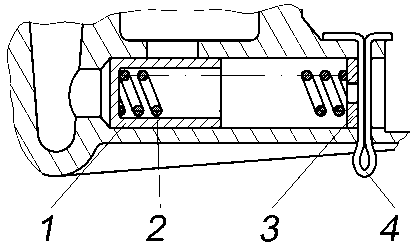
Рис.30. Редукционный клапан:
1 - плунжер; 2 - пружина; 3 - шайба; 4 - шплинт
Привод масляного насоса осуществляется парой винтовых шестерен от промежуточного вала 1 (рис.31) привода распределительных валов.
На промежуточном валу с помощью сегментной шпонки 3 установлена и закреплена фланцевой гайкой ведущая шестерня 2. Ведомая шестерня 7 напрессована на валик 8, вращающийся в расточках блока цилиндров. В верхнюю часть ведомой шестерни запрессована стальная втулка 6, имеющая внутреннее шестигранное отверстие. В отверстие втулки вставляется шестигранный валик 9, нижний конец которого входит в шестигранное отверстие валика масляного насоса.
Сверху привод масляного насоса закрыт крышкой 4, закрепленной через прокладку 5 четырьмя болтами. Ведомая шестерня при вращении верхней торцовой поверхностью прижимается к крышке привода.
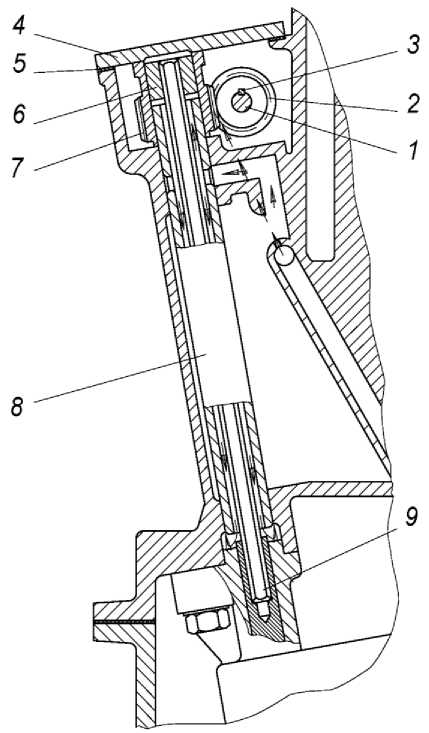
Рис.31. Привод масляного насоса:
1 - промежуточный вал; 2 - ведущая шестерня; 3 - шпонка; 4 - крышка; 5 - прокладка; 6 - втулка; 7 - ведомая шестерня; 8 - валик: 9 - шестигранный валик привода масляного насоса
Ведущая и ведомая винтовые шестерни изготовлены из высокопрочного чугуна и азотированы для улучшения их износостойкости. Шестигранный валик изготовлен из легированной стали, подвергнут на концах углеродоазотированию для увеличения твердости и износостойкости. Валик привода 8 стальной, с местной закалкой опорных поверхностей токами высокой частоты.
Масляный фильтр. На двигатель предприятием-изготовителем устанавливается масляный фильтр уменьшенного объема, который должен быть заменён при первой смене масла на один из следующих фильтров: 2101С-1012005-НК-2, 2105С-1012005-НК-2 (ф.«Колан», Украина) или 406.1012005-02, 409.1012005
(ф.«Биг-фильтр», г.Санкт-Петербург).
При техническом обслуживании двигателя для замены используйте только вышеперечисленные фильтры. Данные фильтры обеспечивают высокое качество фильтрации масла, снабжены фильтрующим элементом перепускного клапана, который снижает вероятность попадания неочищенного масла в систему смазки при пуске холодного двигателя и предельном загрязнении основного фильтрующего элемента.
2101С-1012005-НК-2, 2105С-1012005-НК-2
406.1012005-02,
409.1012005
Рис.32. Масляный фильтр:
1 - пружина; 2 - корпус; 3 - фильтрующий элемент перепускного клапана; 4 - перепускной клапан; 5 - основной фильтрующий элемент; 6 - противодренажный клапан; 7 - крышка;
8 - прокладка
Процесс фильтрования масла в данных фильтрах происходит следующим образом.
Масло через отверстия в крышке 7 (рис.32) подается под давлением в полость между наружной поверхностью основного фильтрующего элемента 5 и корпусом 2, проходит через фильтрующую штору элемента 5, очищается и попадает через центральное отверстие крышки 7 в центральную масляную магистраль.
При предельном загрязнении основного фильтрующего элемента или холодном пуске, когда масло очень густое и с трудом проходит через основной фильтрующий элемент, открывается перепускной клапан 4 и масло в двигатель проходит, очищаясь фильтрующим элементом 3 перепускного клапана.
Противодренажный клапан 6 препятствует вытеканию масла из фильтра при стоянке автомобиля и последующему масляному голоданию при пуске.
Система охлаждения - жидкостная, закрытая, с принудительной циркуляцией охлаждающей жидкости.
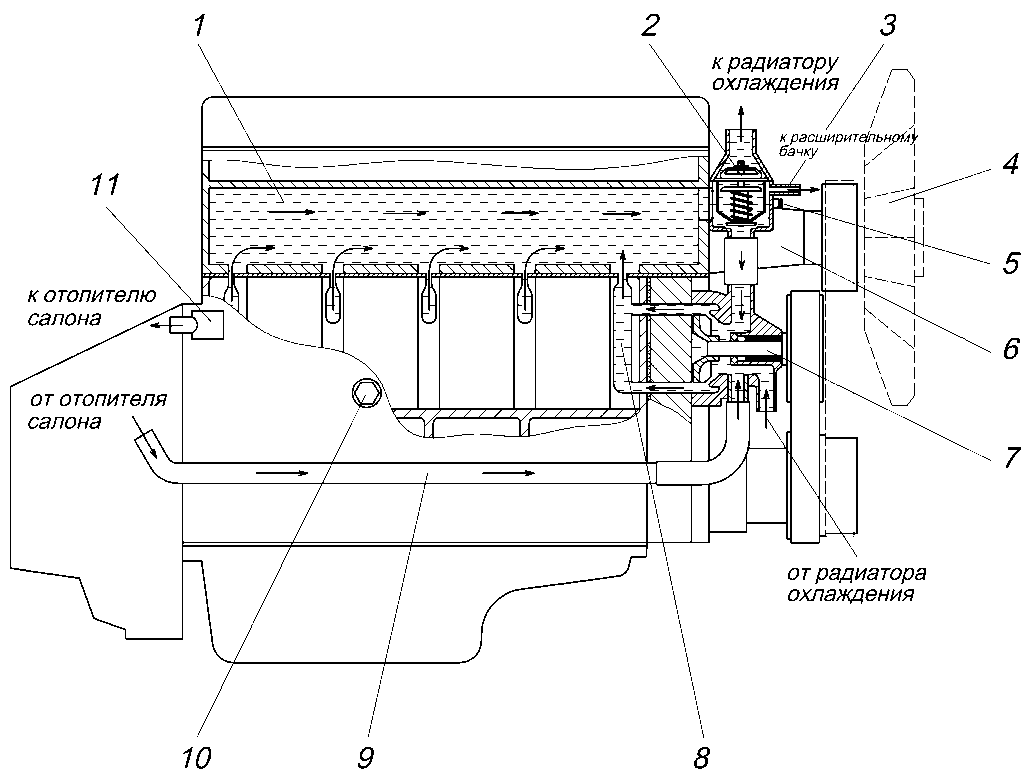
Система охлаждения двигателя состоит из рубашек охлаждения блока цилиндров 8 (рис.33) и головки цилиндров 1, водяного насоса 7, термостата 2 и сливного краника или пробки 10.
Вентилятор системы охлаждения и шкив привода вентилятора установлены на опоре вентилятора 6, объединенной с передней крышкой головки цилиндров.
- - - штриховыми линиями показаны детали, устанавливаемые на автомобиле
Рис.33. Система охлаждения двигателя:
1 - рубашка охлаждения головки цилиндров; 2 - термостат; 3 - штуцер отвода жидкости к расширительному бачку; 4 - вентилятор (устанавливается на автомобиле); 5 - датчик температуры охлаждающей жидкости системы управления; 6 - опора вентилятора; 7 - водяной насос; 8 - рубашка охлаждения блока цилиндров; 9 - трубка забора охлаждающей жидкости;
10 - сливная пробка на блоке цилиндров; 11 - патрубок отопителя
Циркуляция охлаждающей жидкости в системе создается центробежным водяным насосом, приводимым от коленчатого вала. Насос подает жидкость в рубашку охлаждения блока цилиндров, откуда жидкость поступает в рубашку головки цилиндров и в термостат. Термостат автоматически регулирует подачу охлаждающей жидкости в радиатор в зависимости от её температуры.
Через штуцер 3 из корпуса термостата в расширительный бачок отводится воздух при заполнении системы и возникающий в системе охлаждения пар. Слив охлаждающей жидкости из двигателя осуществляется через пробку 10, расположенную на левой стороне блока цилиндров.
Оптимальный температурный режим охлаждающей жидкости с точки зрения минимума износов и расхода топлива лежит в пределах плюс 80...100 °С. Указанная температура поддерживается при помощи термостата, действующего автоматически.
Контроль температурного режима двигателя осуществляется по указателю температуры и сигнализатору перегрева (контрольная лампа), находящихся в составе комбинации приборов автомобиля.
Указатель температуры охлаждающей жидкости управляется сигналом, формируемым блоком управления на основании информации от датчика температуры 5, размещенного в корпусе термостата.
Водяной насос - центробежного типа, установлен на крышке цепи. Подача охлаждающей жидкости насосом осуществляется в блок цилиндров.
Герметичность насоса обеспечивается самоподжимным торцевым уплотнением 4 (рис.34), которое запрессовывается в корпус водяного насоса 5 и напрессовывается на валик подшипника 10.
Проникающая через уплотнение охлаждающая жидкость не попадает в подшипник, а стекает через отверстие в дренажную полость 7, закрытую заглушкой 9. Скапливающаяся в дренажной полости жидкость в процессе работы двигателя постепенно испаряется через отверстия 3 и 8. В эксплуатации необходимо, для предотвращения преждевременного выхода подшипника водяного насоса из строя, очищать отверстия 3 и 8 от загрязнения.
Наличие постоянной течи из контрольного отверстия 8 дренажной полости говорит о потере герметичности уплотнения и необходимости ремонта или замены водяного насоса.
Подшипник 10 удерживается от перемещения в корпусе водяного насоса фиксатором 2, который завернут до упора и закернен. Подшипник с двумя защитными уплотнениями заполнен смазкой на предприятии-изготовителе, в процессе эксплуатации добавления смазки не требуется.
На валик подшипника напрессованы стальная штампованная крыльчатка 6 и ступица 1, к которой крепится тремя болтами пластмассовый шкив привода насоса.
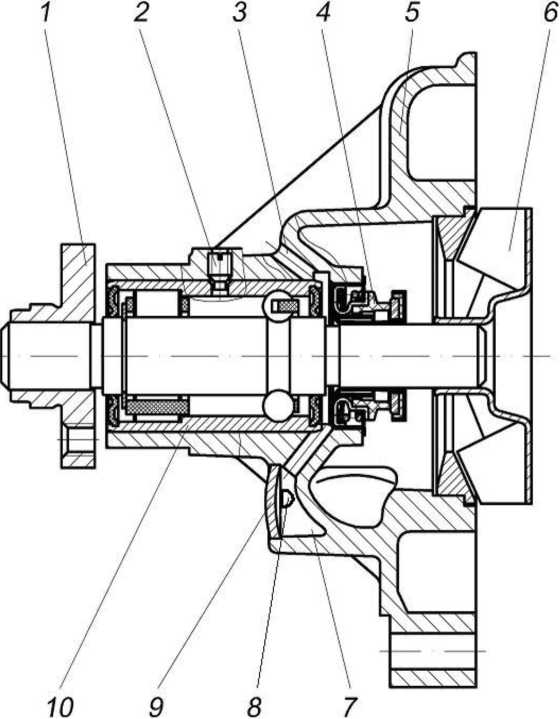
Рис.34. Водяной насос:
1 - ступица шкива; 2 - фиксатор подшипника; 3 - пароотводящее отверстие; 4 - уплотнение; 5 - корпус водяного насоса; 6 - крыльчатка; 7 - дренажная полость; 8 - контрольное отверстие;
9 - заглушка; 10 - подшипник
Привод водяного насоса и генератора производится поликлиновым ремнем 6PK 1275 от шкива коленчатого вала. Передаточное число привода водяного насоса - 1,15.
Натяжение ремня и демпфирование возникающих в приводе колебаний обеспечивается автоматическим механизмом натяжения 3 (рис.2). В процессе эксплуатации автоматический механизм натяжения не требует обслуживания и регулировки.
Привод вентилятора и насоса ГУР на двигателях без компрессора кондиционера производится от коленчатого вала дополнительным поликлиновым ремнем 7 (рис.6). Натяжение ремня осуществляется изменением положения насоса ГУР.
Привод вентилятора и насоса ГУР на двигателях с компрессором кондиционера производится совместно с приводом водяного насоса, генератора и компрессора кондиционера одним ремнём 8 (рис.7) от коленчатого вала. Натяжение ремня осуществляется автоматическим механизмом натяжения 1. Компрессор кондиционера и генератор устанавливаются на чугунный кронштейн агрегатов, закреплённый на двигателе.
Термостат - с твердым наполнителем, двухклапанный, с автоматическим дренажным клапаном. Термостат расположен в алюминиевом корпусе, установленном на выходном отверстии рубашки охлаждения головки цилиндров, и соединен шлангами с водяным насосом, радиатором и расширительным бачком.
Термостат автоматически поддерживает необходимую температуру охлаждающей жидкости в двигателе, отключая и включая циркуляцию жидкости по большому кругу через радиатор.
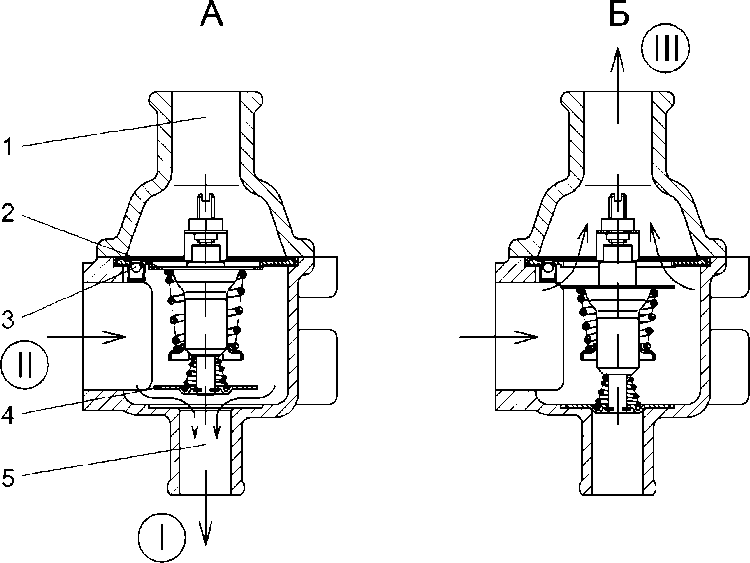
Рис.35. Схема работы термостата:
А - термостат закрыт; Б - термостат открыт; I - в водяной насос и далее в водяную рубашку блока цилиндров двигателя; II - из водяной рубашки головки цилиндров двигателя; III - в радиатор; 1 - крышка термостата; 2 - основной клапан; 3 - дренажный клапан; 4 - перепускной клапан; 5 - перепускной патрубок
На холодном двигателе основной клапан 2 (рис.35) термостата закрыт и вся охлаждающая жидкость циркулирует через открытый перепускной клапан 4 термостата в водяной насос по малому кругу, минуя радиатор.
При прогреве двигателя и подъеме температуры охлаждающей жидкости до плюс 82 ± 2 °С основной клапан термостата начинает открываться, а перепускной - закрываться. При этом часть охлаждающей жидкости начинает циркулировать по большому кругу через радиатор охлаждения.
При температуре плюс 97 ± 2 °С основной клапан открыт полностью на величину не мене 8,5 мм, перепускной клапан при этом закрыт и вся охлаждающая жидкость циркулирует через радиатор по большому кругу.
Во фланце термостата выполнено отверстие с автоматическим дренажным клапаном 3. Отверстие служит для выхода воздуха при заправке системы охлаждения. При работе двигателя водяной насос создает давление жидкости, под действием которого шарик клапана поднимается и закрывает отверстие, препятствуя утечке жидкости в радиатор.
Герметичность соединения крышки термостата с корпусом обеспечивается резиновой прокладкой П-образного профиля, устанавливаемой на опорный фланец термостата.
Термостат в корпус должен быть установлен таким образом, чтобы выступ на стойке термостата зашел в паз корпуса, что обеспечивает наименьшее сопротивление потоку охлаждающей жидкости.
Внимание!
Запрещается эксплуатация двигателя без термостата, что приведет в летнее время к перегреву двигателя, зимой - к долгому прогреву и работе двигателя на пониженном температурном режиме. Поддержание термостатом рабочего температурного режима в системе охлаждения оказывает решающее влияние на износ деталей двигателя и экономичность его работы.
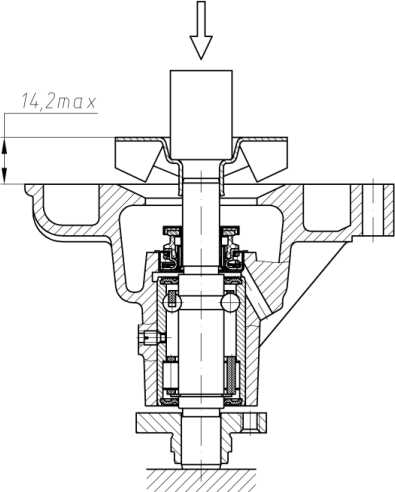
Опора вентилятора - объединена с передней крышкой головки цилиндров. В передней крышке 1 (рис.36) головки цилиндров, отлитой из алюминиевого сплава, установлен на анаэробном герметике комбинированный специальный подшипник 2 с двухсторонним уплотнением, на валик которого напрессована ступица 3 крепления шкива вентилятора. Подшипник заполнен смазкой на заводе-изготовителе и в процессе эксплуатации добавления смазки не требуется. Со стороны головки цилиндров подшипник закрыт крышкой 4, установленной на анаэробном герметике.
Передний конец ступицы имеет левую резьбу для установки вязкостной муфты с вентилятором.
Конструкция передней крышки головки цилиндров с опорой вентилятора неразборная, при выходе из строя подшипника следует заменить узел в сборе.
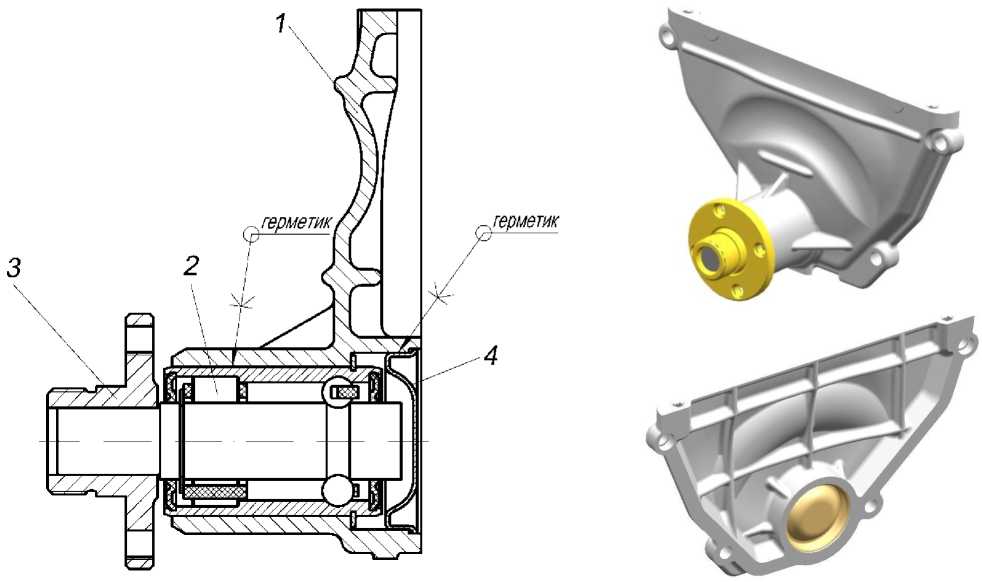
Рис.36. Опора вентилятора:
1 - передняя крышка головки цилиндров; 2 - подшипник опоры вентилятора; 3 - ступица шкива вентилятора; 4 - крышка
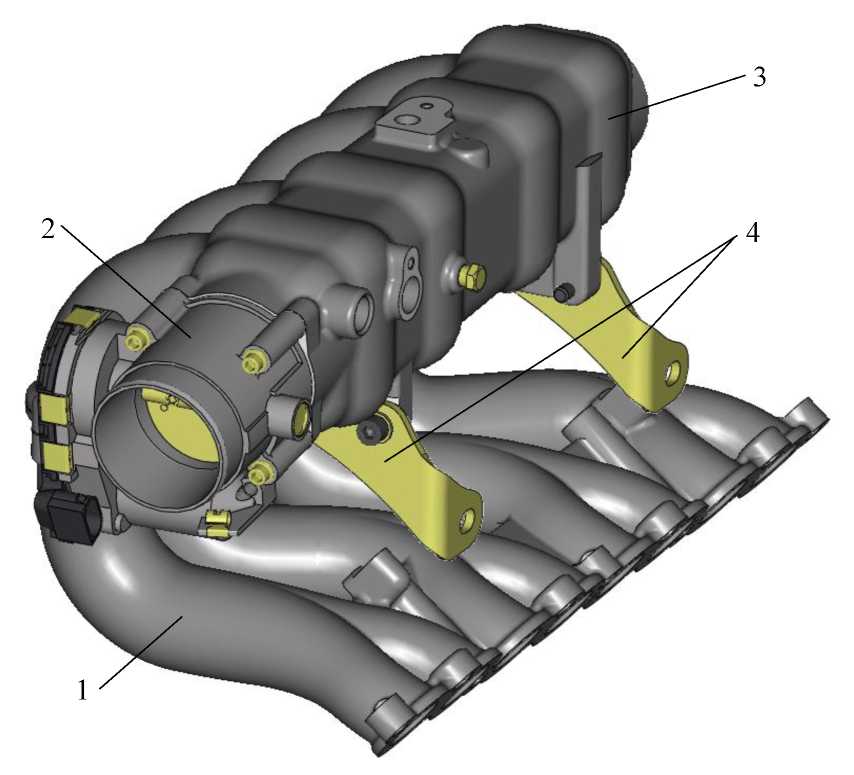
Впускная система состоит из впускной трубы 1 (рис.37) и ресивера 3, отлитых из алюминиевого сплава. Геометрические параметры системы позволяют реализовать газодинамический наддув двигателя - улучшение наполнения цилиндров двигателя на режиме максимального крутящего момента.
Для увеличения жесткости конструкции и снижения вибраций ресивер крепится к головке цилиндров двумя угловыми кронштейнами 4.
Регулирование подачи воздуха в двигатель осуществляется дроссельным модулем 2 с электрическим приводом дроссельной заслонки. Дроссельная заслонка управляется по сигналу от микропроцессорного блока управления системы управления двигателем. Положение дроссельной заслонки определяется положением педали акселератора и текущим режимом работы двигателя.
1
2
3
4
Рис.37. Впускная система:
1 - впускная труба; 2 - дроссельный модуль; 3 - ресивер; 4 - кронштейны крепления ресивера к головке цилиндров
Выпускной коллектор отлит из высокопрочного чугуна. К головке цилиндров выпускной коллектор крепится через двухслойную стальную прокладку 2 (рис.38), обеспечивающую высокую надежность соединения.
С целью ускоренного прогрева нейтрализатора отработавших газов, что необходимо для быстрого приведения его в рабочее состояние, выпускной коллектор закрыт стальным штампованным экраном 3.
Для крепления выпускного коллектора к головке цилиндров применяются специальные, изготовленные из жаростойкой легированной стали гайки, обеспечивающие надежность соединения и возможность последующей многократной разборки и сборки.
1 2 3
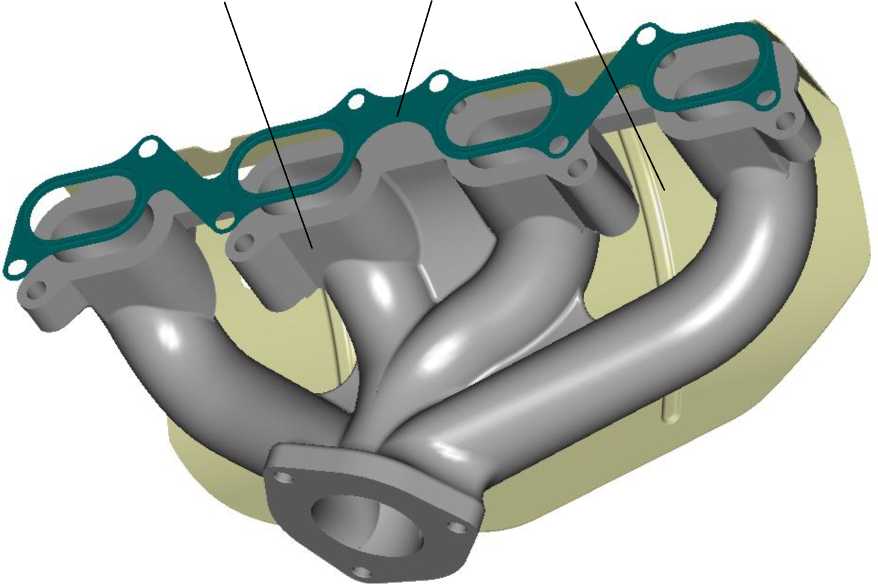
Рис.38. Выпускной коллектор:
1 - выпускной коллектор; 2 - прокладка выпускного коллектора; 3 - экран выпускного коллектора
Система вентиляции картера - закрытая, действующая за счет разрежения во впускной системе, создаваемого при работе двигателя. Система оборудована клапаном, ограничивающим разрежение в картере двигателе.
Система вентиляции с клапаном разрежения поддерживает разрежение в картере двигателя не более 40 мБар.
Внимание!
Запрещается эксплуатация двигателя с негерметичной системой вентиляции и открытым маслоналивным патрубком. Это вызовет повышенный унос масла с картерными газами и загрязнение окружающей среды. Для предотвращения разгерметизации системы вентиляции необходимо плотно, до упора закрывать крышку маслоналивного патрубка и до упора устанавливать указатель уровня масла.
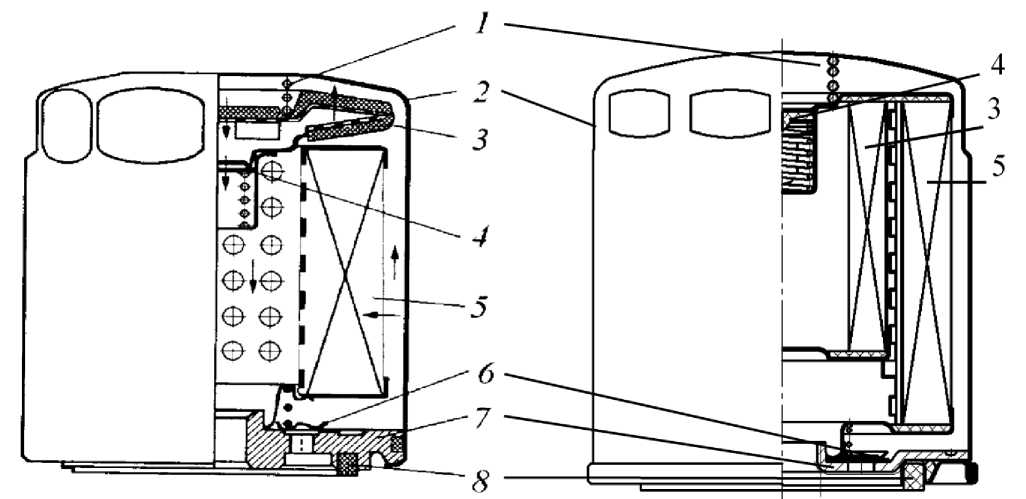
Устройство системы вентиляции и движение картерных газов через крышку клапанов показано на рис.39.
Патрубок клапана разрежения соединен трубкой вентиляции 2 и угловым шлангом с ресивером 1. Трубка 9 с обратным клапаном обеспечивает приток воздуха из системы впуска в систему вентиляции картера, а также исключает доступ картерных газов в пространство перед дросселем.
Под действием разрежения в ресивере газы, прорвавшиеся при сгорании топлива в картер двигателя и смешенные с масляным туманом, поступают в головку цилиндров и далее в полость маслоотделителя. В процессе движения картерных газов через лабиринт, образованный перегородками маслоотражателя 5 и крышки клапанов 4, капли масла отделяются от газов.
Отделённое масло через калиброванные отверстия 7 и сливные каналы головки и блока цилиндров стекают в картер двигателя. Очищенные от масла картерные газы через открытый клапан разрежения и отверстие 8 по трубке 2 поступают в ресивер и затем в камеру сгорания двигателя.

Рис.39. Движение картерных газов в крышке клапанов:
1 - ресивер; 2 - трубка вентиляции с уплотнительным кольцом; 3 - клапан разрежения; 4 -крышка клапанов; 5 - маслоотражатель; 6 - траектория движения картерных газов; 7 - отверстия для слива отделённого от картерных газов масла; 8 - отверстие в клапане разрежения; 9 -трубка вентиляции с обратным клапаном
Возможны три режима работы системы вентиляции картера. Первый режим соответствует режиму холостого хода (дроссельная заслонка закрыта), второй -режим номинальной мощности (дроссельная заслонка полностью открыта), третий - частичное открытие дроссельной заслонки.
На рис.40 показано движение газов в крышке клапанов на режиме холостого хода. При закрытой дроссельной заслонке в ресивере создаётся высокое разрежение, под действием которого мембрана клапана разрежения 3 перекрывает проходное сечение и газы поступают в ресивер только через отверстие 5 (0 2 мм). Одновременно с этим открывается клапан 1, обеспечивая снижение разрежения в картере двигателя.
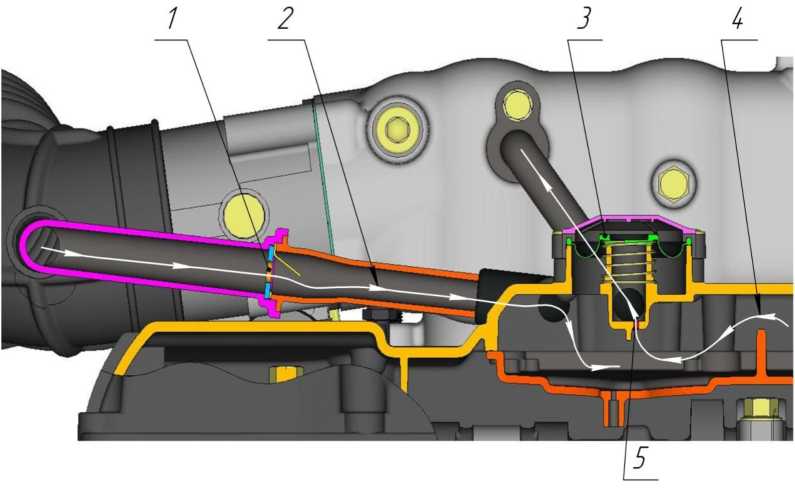
Рис.40. Состояние клапанов и движение потоков газов в системе вентиляции на холостом ходу:
1 - обратный клапан в открытом состоянии; 2 - траектория движения воздуха из впускной системы в двигатель; 3 - мембрана клапана разрежения в закрытом состоянии; 4 - траектория движения картерных газов; 5 - отверстие в клапане разрежения
На рис.41 показано движение газов в крышке клапанов на режиме номинальной мощности. На этом режиме разрежение в ресивере минимальное и мембрана под действием пружины открывает проходное сечение. Газы в ресивер будут поступать через основное сечение клапана разрежения, а также через отверстие 5. Под действием более высокого разрежения перед дросселем клапан 1 закроется, чтобы предотвратить доступ картерных газов к дроссельной заслонке.
Это особенно необходимо при эксплуатации в зимний период. Перепад температур при определённом давлении картерных газов способствует выделению значительного количества конденсата паров воды. Наличие обратного клапана исключает осаждение капель конденсата на дроссельной заслонке, которое может привести к её обледенению и заклиниванию в открытом положении.
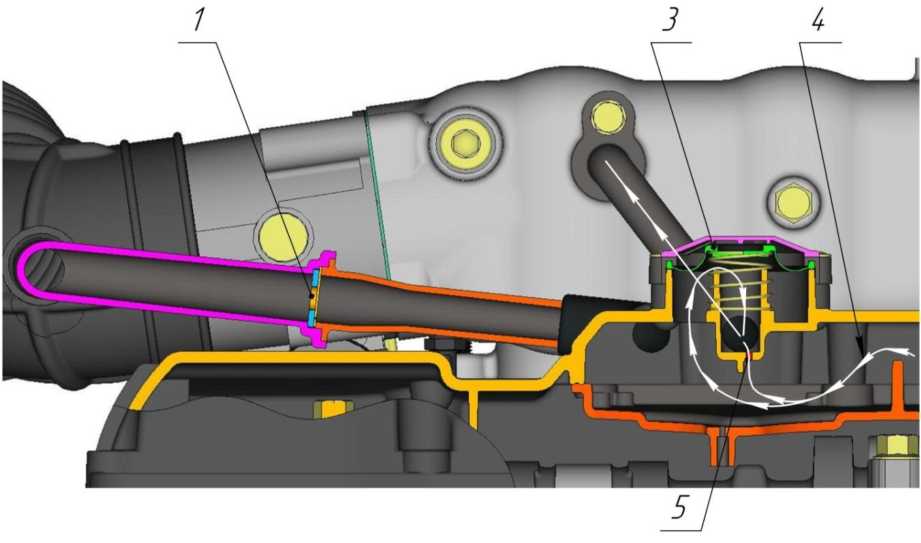
Рис.41. Состояние клапанов и движение потоков газов в системе вентиляции на режиме номинальной мощности:
1 - обратный клапан в закрытом состоянии; 3 - мембрана клапана разрежения в открытом состоянии; 4 - траектория движения картерных газов; 5 - отверстие в клапане разрежения
На режимах частичного открытия дроссельной заслонки положения мембраны клапана разрежения и обратного клапана в трубке вентиляции будут промежуточными между полностью открытым и закрытым состоянием.
Внимание!
При эксплуатации автомобиля в зимний период существует вероятность обмерзания трубки вентиляции соединения клапана разрежения с ресивером в месте выхода ее в ресивер. С целью предотвращения обмерзания и возможного возникновения вследствие этого разгерметизации системы вентиляции с выбросом моторного масла, необходимо:
- при температуре окружающего воздуха -15 °С и ниже применять утеплительный чехол облицовки радиатора;
- при температуре окружающего воздуха -30 °С и ниже на автомобилях УАЗ-Patriot отсоединить воздухозаборный (гофрированный) шланг от воздухозаборного патрубка и повернуть его в направлении поперек автомобиля в сторону подкапотного пространства. Это позволит обеспечить забор более теплого воздуха из подкапотного пространства автомобиля.
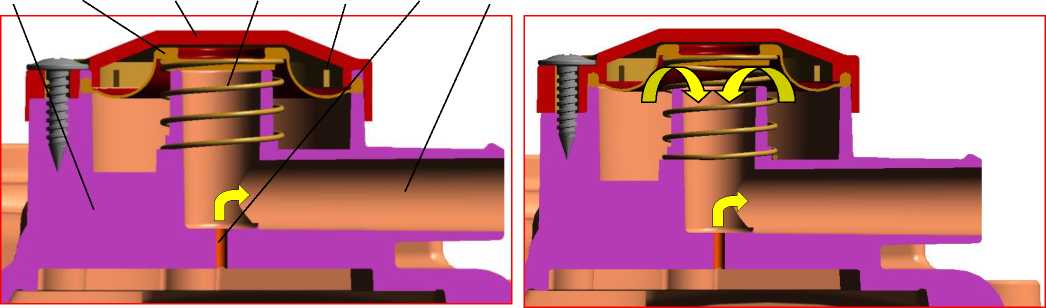
Клапан разрежения - служит для регулирования разрежения в картере и скорости движения картерных газов в лабиринте маслоотделителя в зависимости от режима работы двигателя. Клапан разрежения находится в крышке клапанов.
1 5 4 6 3 7 2
клапан закрыт клапан открыт
Рис.42. Клапан разрежения:
1 - крышка клапанов; 2 - патрубок отвода картерных газов в ресивер; 3 - отверстия сообщения с атмосферой; 4 - крышка клапана разрежения; 5 - диафрагма; 6 - пружина; 7 - калиброванное отверстие
Клапан состоит из диафрагмы 5 (рис.42), пружины 6 и крышки 4. На диафрагму клапана сверху через отверстия 3 крышки действует атмосферное давление, а снизу - усилие пружины и разрежение, возникающее в ресивере системы впуска.
В зависимости от разрежения в ресивере диафрагма и пружина взаимодействуют друг на друга, и тем самым увеличивается или уменьшается проходное сечение, связывающее маслоотделитель в крышке клапанов с системой впуска.
Микропроцессорная система управления двигателем служит для:
- обеспечения оптимальной работы двигателя на всех режимах с учетом топливной экономичности, токсичности отработавших газов, пусковых и ездовых качеств автомобиля;
- автоматизированного контроля технического состояния двигателя и элементов системы управления, ответственных за выполнение норм по токсичности, а также проведения внешней диагностики в соответствии с требованиями EOBD (European On-board Diagnostics - европейская бортовая диагностика).
Принципиальная схема системы управления показана на рис.43.
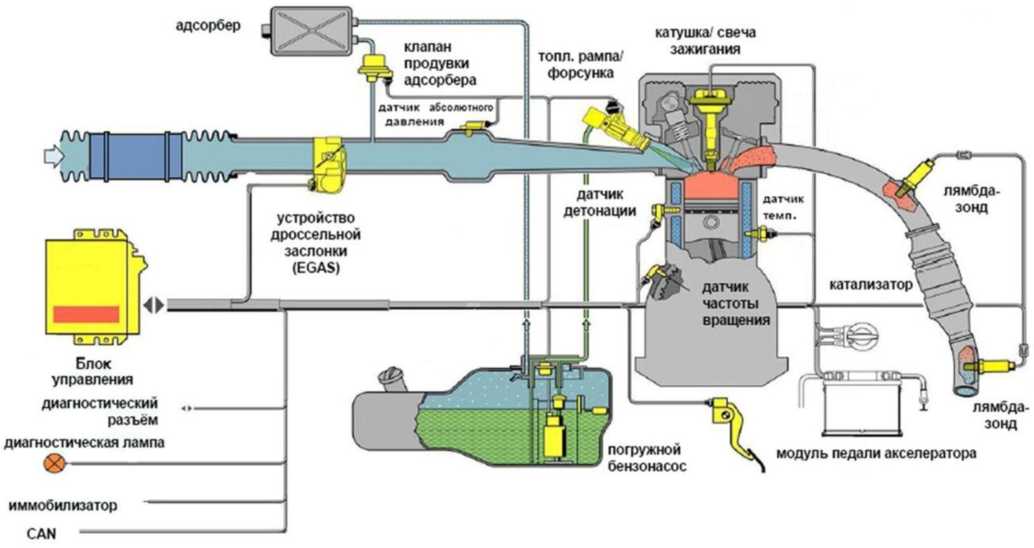
Рис.43. Принципиальная схема системы управления
Подача топлива осуществляется посредством распределенного впрыска топлива во впускные каналы головки цилиндров в зону впускных клапанов электромагнитными форсунками, работающими по сигналу микропроцессорного блока управления. Блок управления в зависимости от режима работы двигателя изменяет длительность открытия топливных форсунок.
С целью снижения топливных испарений ветка слива топлива из топливной рампы двигателя в топливный бак отсутствует. Поддержание постоянного давления топлива в магистрали для обеспечения гарантированной топливоподачи форсунками на всех режимах работы двигателя обеспечивается регулятором давления, который поддерживает давление топлива 380± 10 кПа.
Регулятор давления топлива вместе с датчиком уровня топлива входят в состав модуля погружного бензонасоса, размещенного в топливном баке.
В связи с отсутствием датчика фазы, определение такта сжатия в первом цилиндре происходит блоком управления по специальному заложенному в него алгоритму.
1. Дроссельный модуль с электроприводом дроссельной заслонки и датчиком углового положения дроссельной заслонки DV-E-5 0 280 750 151 ф.«Bosch» (40904.1148090*).
Дроссельный модуль размещён на ресивере двигателя. Предназначен для регулирования положения дроссельной заслонки электронным способом от блока управления.
Относится к неремонтируемым изделиям.
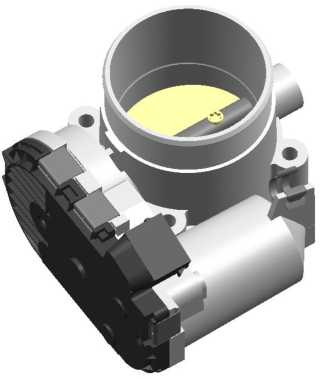
Рис.44. Дроссельный модуль
2. Топливная рампа (топливопровод распределительный) 0 280 151 256 ф.«Во8сЬ» (40905.1100010 ) с электромагнитными форсунками в сборе.
Топливная рампа - стальная, прямоугольного сечения, бессливная (тупиковая), со штуцером под быстросъёмное соединение, закрепляется на впускной трубе двумя болтами. Относится к неремонтируемым изделиям.
Форсунки 4 (рис.45) удерживаются в рампе 2 с помощью специальных соединений («клипс»), не допускающих вращение форсунок. На переднем конце рампы расположен закрытый колпачком 1 с уплотнительным резиновым кольцом резьбовой штуцер, внутри которого находится ниппель. Штуцер служит для подсоединения манометра диагностирования системы питания.
К штуцеру 3 подсоединяется топливопровод с помощью специального быстросъемного соединения.
Посадка форсунок во впускной трубе уплотняется с помощью резиновых колец 5 круглого сечения. При установке рампы с форсунками уплотнительные резиновые кольца для облегчения установки необходимо смазывать чистым моторным маслом.
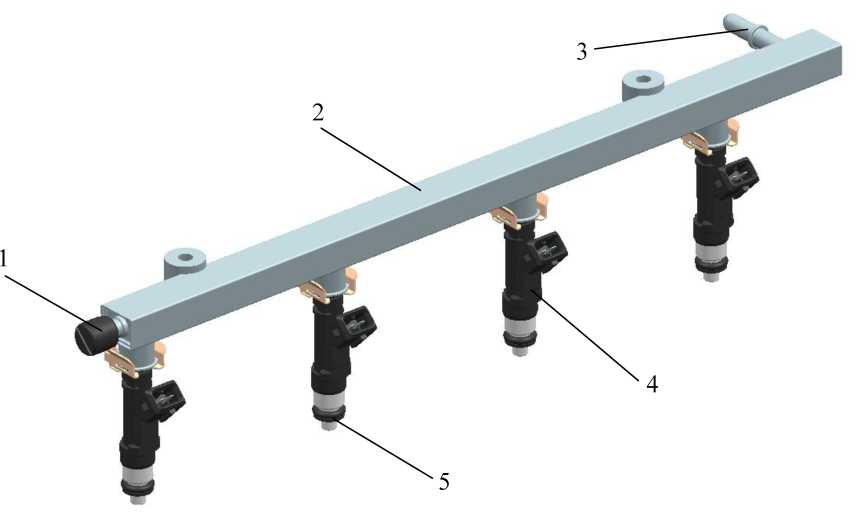
Рис.45. Топливная рампа с форсунками:
1 - защитный колпачок резьбового штуцера; 2 - топливная рампа; 3 - штуцер подвода топлива; 4 - форсунка; 5 - уплотнительное кольцо форсунки
3. Электромагнитные форсунки EV14EL 0 280 158 237 ф.«Bosch»
(40904.1132010*) с двухпоточным распыливанием топлива в количестве 4-х штук в составе топливной рампы.
Электромагнитные форсунки предназначены для последовательного или попарно-параллельного фазированного впрыска топлива во впускные каналы головки цилиндров.
Активное сопротивление обмотки форсунки при +20 °С составляет 12 ± 0,6 Ом.
Форсунки относятся к неремонтируемым изделиям.
4. Катушки зажигания типа 0 221 504 027 ф.«Bosch» (40904.3705000*), 075 4075 0000 00 ф.«Веги» (40904.3705000-01*) и 407.3705000 пр-ва ЗАО «СОАТЭ».
Катушки зажигания (рис.46) - индивидуальные, трансформаторного типа, размещены на крышке клапанов в количестве 4-х штук. Предназначены для формирования энергии высокого напряжения на свечи зажигания.
Относятся к неремонтируемым изделиям.

Рис.46. Катушка зажигания
5. Свечи зажигания АУ14ДВРМ ГОСТ Р 53842, DR17YC-F ф.«Brisk» или аналогичные - малогабаритного исполнения, с помехоподавительным резистором, четыре штуки, ввернуты в головку цилиндров по центру камер сгорания (рис.47). Зазор между электродами свечей зажигания 0,70...0,85 мм.
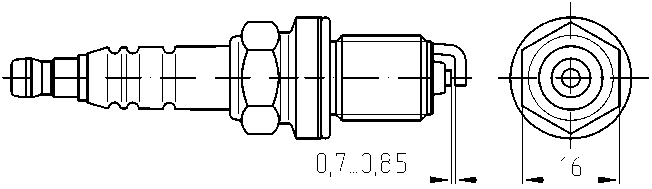
Рис.47. Свеча зажигания
6. Датчик синхронизации (положения коленчатого вала двигателя) 0 261 210 302 ф.«Во8сЬ> (40904.3847010*), 0 261 210 331 ф.«Бо8еЬ>
(40904.3847010-03*), 40904.3847010-01 ОАО «Пегас».
Датчик синхронизации (рис.48) - индукционного типа, размещен на крышке цепи вблизи шкива коленчатого вала.
Датчик формирует электрический сигнал при взаимодействии магнитного поля датчика со специальным зубчатым диском (60-2 зуба), установленным на шкиве коленчатого вала.
Взаимная ориентация диска синхронизации и датчика такова, что момент прохождения осью датчика сбега двадцатого зуба диска синхронизации соответствует нахождению поршня первого и четвертого цилиндров в верхней мертвой точке. Отсчет номера зуба - от пропуска в направлении, противоположном вращению коленчатого вала двигателя.
Датчик предназначен для определения блоком управления углового положения и частоты вращения коленчатого вала двигателя.
Диапазон функционирования датчика: скорости вращения диска 20. ..7000 мин-1, воздушный зазор между сердечником датчика и поверхностью зуба диска -0,3.. .1,5 мм
Относится к неремонтируемым изделиям.

Рис.48. Датчик синхронизации
7. Датчик температуры охлаждающей жидкости 0 280 130 093 ф.«Bosch» (40904.3828000*).
Датчик температуры охлаждающей жидкости (рис.49) - терморезистивный, NTC-типа, размещен в корпусе термостата. Датчик предназначен для определения температуры охлаждающей жидкости, которая используется блоком управления для:
- коррекции управления топливоподачей и угла опережения зажигания (УОЗ) в зависимости от температуры охлаждающей жидкости;
- управления работой подогревателя датчиков кислорода с целью исключения возможности их повреждения из-за выпадения конденсата и обеспечения быстрого прогрева датчиков кислорода на холодном двигателе;
- контроля технического состояния системы охлаждения (превышение предельно-допустимой температуры), в том числе для формирования сигнала управления на указатель температуры охлаждающей жидкости в комбинации приборов автомобиля.
Относится к неремонтируемым изделиям.

Рис.49. Датчик температуры охлаждающей жидкости

8. Датчик абсолютного давления и температуры 0 261 230 217 ф.«Bosch» (40905.3829010*).
Датчик абсолютного давления и температуры (рис. 50) - полупроводникового типа, с пьезорезистором и терморезистором, размещен в ресивере. Датчик предназначен для измерения блоком управления абсолютного давления и температуры всасываемого воздуха. Поступающий от датчика сигнал используется блоком управления при:
- расчёте расхода воздуха;
- управлении топливоподачей электромагнитных форсунок, формировании угла опережения зажигания и определении нагрузки двигателя;
- температурной коррекции управления топливоподачей и углом опережения зажигания в зависимости от температуры воздуха в системе впуска на всех режимах работы двигателя.
Выходной сигнал датчика давления - аналоговый. Диапазон измеряемого давления от 10 кПа до 115 кПа. Напряжение питания - стабилизированное, 5 В.
Рабочий диапазон измеряемых температур датчика температуры NTC -типа -от минус 40 ОС до плюс 130 ОС.
Относится к неремонтируемым изделиям.

Рис.50. Датчик абсолютного давления и температуры
9. Датчик детонации KS-4-S 0 261 231 176 ф.«Во8сИ» (40904.3855000*) или аналогичный, пьезоэлектрический, размешен на блоке цилиндров со стороны впускной системы, в зоне 4-го цилиндра.
Предназначен для выявления блоком управления детонационного сгорания топлива в двигателе.

Рис.51. Датчик детонации
1. Датчики кислорода (лямбда-зонды) - циркониевые, с управляемым электроподогревом в количестве 2-х штук.
Основной лямбда-зонд размещен до нейтрализатора на приемной трубе выпускной системы автомобиля. Предназначен для определения блоком управления состава смеси до нейтрализатора (на выпуске двигателя).
Дополнительный лямбда-зонд размещен в корпусе нейтрализатора на его выходе. Предназначен для определения блоком управления состава смеси после нейтрализатора.
Цепи подогрева датчиков кислорода управляются непосредственно от блока управления.
2. Модуль педали газа - размещен в салоне автомобиля. Предназначен для задания водителем нагрузки двигателя.
В механизм педали встроен потенциометрический, двухканальный датчик положения педали, предназначенный для определения блоком управления положения педали акселератора.
3. Адсорбер паров бензина с электромагнитным клапаном продувки - размещен в подкапотном пространстве автомобиля. Предназначен для улавливания топливных паров из бензобака и их аккумулирования в адсорбере. По команде от блока управления клапан коммутирует магистраль, соединяющую адсорбер и впускную трубу двигателя (подвод - через штуцер в ресивере за дросселем). Клапан предназначен для продувки (регенерации) адсорбера.
4. Модуль погружного бензонасоса - с электроприводом, регулятором давления топлива (380±10 кПа), фильтром грубой очистки и датчиком уровня топлива. Модуль погружного бензонасоса размещен в бензобаке автомобиля. Предназначен для поддержания постоянного давления топлива в магистрали.
5. Блок управления - микропроцессорный. Размещён в подкапотном пространстве автомобиля. Исполнение блока управления может меняться, в зависимости от комплектации автомобиля.
6. Жгут проводов системы управления.
Для обеспечения надлежащего технического состояния, постоянной готовности двигателя к работе и поддержания его высоких эксплуатационных качеств необходимо применять топливо, моторное масло и охлаждающую жидкость, рекомендуемые настоящим Руководством, и своевременно выполнять работы по техническому обслуживанию.
Необходимо регулярно проверять уровень моторного масла и охлаждающей жидкости, а также герметичность систем смазки, охлаждения и вентиляции картера.
Регламент технического обслуживания приведен в сервисной книжке автомобиля или двигателя.
Периодичность технического обслуживания устанавливается в километрах пробега автомобиля и по сроку эксплуатации, в зависимости от того, что наступит ранее.
Рекомендуется корректировать устанавливаемую в километрах пробега периодичность проведения технического обслуживания в зависимости от категории условий эксплуатации автомобиля - в соответствии с ГОСТ 21624 (табл.5). Отклонение от километража допускается в пределах ± 500 км.
По сроку эксплуатации периодичность обслуживания не должна превышать 12 месяцев.
Таблица 5
|
Категория условий эксплуатации |
Периодичность технического обслуживания, км |
|
I |
15 000 |
|
II |
13 500 |
|
III |
12 000 |
|
IV |
10 500 |
|
V |
9 000 |
Внимание!
Следует применять только рекомендованные моторные масла. От этого зависит долговечность деталей двигателя.
Запрещается смешивать моторные масла различных марок и фирм изготовителей! При заливке моторного масла другой марки или фирмы промывка системы смазки промывочным маслом обязательна. Выбор промывочного масла осуществляйте в соответствии с рекомендациями фирмы изготовителя заливаемого нового масла.
1. Регулярно производите проверку уровня масла и доливайте моторное масло в двигатель для обеспечения его нормальной работы, особенно перед дальними поездками.
Расход моторного масла при эксплуатации двигателя является нормальным явлением и зависит от режимов эксплуатации (частота вращения коленчатого вала, нагрузка). В период обкатки расход моторного масла может быть увеличенным, поэтому в этот период проверку уровня масла производите чаще.
Проверку уровня производить при нахождении автомобиля на ровной горизонтальной площадке. После остановки двигателя уровень масла следует проверять не ранее, чем через 15 минут, чтобы оно успело стечь в масляный картер.
Для проверки уровня масла:
- вынуть указатель уровня масла;
- протереть конец указателя с метками чистой ветошью;
- вставить указатель в трубку до упора;
- снова вынуть указатель и проверить уровень масла на указателе по меткам.
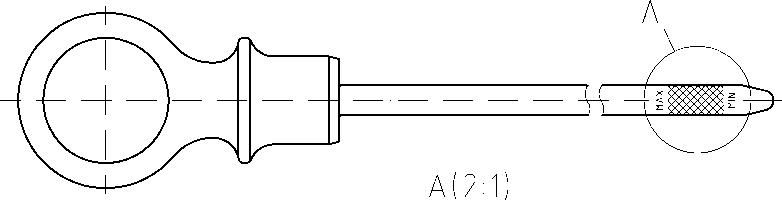
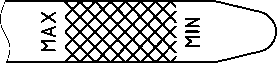
Рис.52. Указатель уровня масла
На указателе уровня масла имеются две метки: «MAX» и «MIN» (рис.52). Уровень масла должен находиться между этими метками. При эксплуатации автомобиля по пересеченной местности уровень масла следует поддерживать вблизи метки «MAX», не превышая её.
Количество масла, необходимое для доливки в масляный картер от метки «MIN» до метки «MAX», составляет примерно 1 литр.
Внимание!
Заливка моторного масла уровня выше метки «MAX» приведёт к нарушению нормальной работы двигателя: повышенному угару масла, увеличению токсичности отработавших газов, загрязнению и выходу из строя свечей зажигания, выходу из строя деталей системы нейтрализации отработавших газов автомобиля.
2. Замену масла производить одновременно с заменой масляного фильтра. Слив масла производить на прогретом двигателе. В этом случае масло имеет меньшую вязкость и хорошо стекает.
Для замены масла установить автомобиль на ровной площадке или эстакаде, открыть крышку маслоналивного патрубка крышки клапанов и отвернуть сливную пробку масляного картера двигателя. Масло стекает не менее 10 минут.
При сливе масла соблюдайте осторожность - масло может быть очень горячим. Завернуть сливную пробку масляного картера.
Перед заворачиванием пробки сливного отверстия проверить состояние уплотнительной прокладки. Поврежденную прокладку заменить новой.
Одновременно со сменой масла необходимо заменить масляный фильтр. Перед установкой фильтра смазать моторным маслом резиновую прокладку фильтра. Навернуть фильтр на штуцер до касания резиновой прокладкой фильтра поверхности блока цилиндров и затем довернуть рукой на % оборота.
Внимание!
При смене масляного фильтра проверить затяжку штуцера масляного фильтра, при необходимости подтянуть.
Залить свежее масло до верхней метки на указателе уровня масла и установить крышку маслоналивного патрубка крышки клапанов, затем пустить двигатель. После выключения лампы сигнализатора аварийного давления масла остановить двигатель, убедиться в отсутствии течи масла из-под прокладки фильтра. Дать маслу стечь в картер в течение 10 минут и еще раз проверить уровень масла. При необходимости долить.
При замене одной марки масла на другую необходимо промыть систему смазки двигателя. Для промывки системы смазки двигателя необходимо:
- слить из картера прогретого двигателя отработавшее масло;
- залить специальное промывочное или заменяющее масло на 2-4 мм выше верхней метки «MAX» указателя;
- пустить двигатель и дать ему поработать на минимальной частоте вращения коленчатого вала не менее 10 минут;
- слить специальное промывочное или заменяющее масло;
- заменить масляный фильтр;
- залить свежее масло;
- пустить двигатель. После выключения лампы аварийного давления масла остановить двигатель и через 15 минут проверить уровень масла. При необходимости долить масло.
Уход за системой вентиляции картера заключается в периодической проверке герметичности соединений, промывке и очистке каналов деталей системы вентиляции.
Проверку герметичности системы производить регулярно путем визуального осмотра перед выездом автомобиля.
При необходимости, величину давления в картере двигателя можно определить с помощью водного пьезометра, соединенного с картером через трубку указателя уровня масла. При работе двигателя на минимальной частоте вращения коленчатого вала холостого хода избыточного давления быть не должно.
Для проведения очистки деталей системы вентиляции:
1. Снять крышку клапанов, трубки и шланги вентиляции. Снять крышку клапана разрежения с крышки клапанов, вынуть диафрагму и пружину. Осмотреть снятые детали. Разрывы и повреждения диафрагмы, повреждения деталей, приводящие к нарушению герметичности, должны отсутствовать. Проверить работоспособность обратного клапана трубки вентиляции.
2. Промыть от смолистых отложений в бензине или керосине и прочистить снятые детали системы вентиляции. Полость маслоотражателя промыть без снятия его с крышки клапанов. Прочистить отверстия для слива отделенного масла маслоотражателя, калиброванное отверстие в корпусе клапана разрежения, отверстия сообщения с атмосферой крышки клапана разрежения.
3. Протереть детали насухо или продуть сжатым воздухом. Установить пружину, диафрагму и крышку клапана разрежения на крышку клапанов.
Установить и закрепить крышку клапанов с прокладкой крышки и уплотнителями свечных колодцев. Болты крышки клапанов завернуть моментом 4,9...6,9 Н^м (0,5...0,7 кгс^м) в последовательности в соответствии с рис.97.
Установить на конец трубки вентиляции (с фланцем и резиновым кольцом) угловой шланг вентиляции. Смазать резиновое кольцо трубки вентиляции чистым моторным маслом.
Установить подсобранную трубку вентиляции с угловым шлангом, для чего надеть конец углового шланга на патрубок корпуса клапана разрежения крышки клапанов, затем вставить конец трубки с резиновым кольцом в отверстие ресивера до упора. Фланец трубки должен плотно прилегать к поверхности ресивера. Закрепить трубку к ресиверу болтом моментом 2,0...5,9 Н^м (0,2...0,6) кгс^м, предварительно нанеся на резьбу болта анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»).
Установить на конец трубки вентиляции с обратным клапаном угловой шланг вентиляции. Вставить конец трубки в отверстие патрубка шланга дросселя, надев угловой шланг на патрубок крышки клапанов.
При сборке и установке деталей системы вентиляции обеспечить герметичность соединений.
Уход за системой охлаждения заключается в регулярной проверке уровня охлаждающей жидкости в расширительном бачке и герметичности системы, периодической замене охлаждающей жидкости с промывкой системы и очистке контрольного отверстия водяного насоса.
Внимание!
При обслуживании системы охлаждения следует соблюдать меры предосторожности в связи с тем, что низкозамерзающие охлаждающие жидкости являются пищевым ядом, и не допускать попадание охлаждающей жидкости в организм.
1. Проверку уровня охлаждающей жидкости производить перед запуском двигателя. Уровень жидкости в расширительном бачке должен соответствовать указанному в руководстве по эксплуатации автомобиля. При необходимости долить охлаждающую жидкость в расширительный бачок. Для заправки использовать только рекомендованные охлаждающие жидкости.
Проверять уровень охлаждающей жидкости в расширительном бачке следует только на холодном двигателе и не следует заправлять расширительный бачок выше максимального уровня. Низкозамерзающие охлаждающие жидкости имеют высокий коэффициент теплового расширения - при увеличении температуры их объем существенно увеличивается.
В случае частой доливки проверить герметичность системы охлаждения и устранить подтекание.
Внимание!
Не допускается использование воды в качестве охлаждающей жидкости. Применение воды приводит к появлению коррозии и образованию накипи, которая забивает протоки в головке, блоке цилиндров и радиаторе, из-за чего ухудшается циркуляция жидкости и охлаждение деталей двигателя. В результате происходит ускоренный износ деталей двигателя и может произойти выход двигателя из строя. В холодное время года замерзание воды в системе охлаждения может привести к разрушению блока цилиндров, головки цилиндров и радиатора.
4. Периодически необходимо производить очистку контрольного отверстия 8 (рис.34) водяного насоса. Загрязнение этого отверстия приведет к накапливанию охлаждающей жидкости в дренажной полости водяного насоса, последующему проникновению охлаждающей жидкости в подшипник водяного насоса и быстрому выходу подшипника из строя. Очистку отверстия проводить металлическим стержнем диаметром 2.. .3 мм.
5. Проверка состояния ремней привода вспомогательных агрегатов. При растрескивании, расслоении, обнажении корда и других дефектах ремни подлежат замене. Рекомендуется заменять ремни привода вспомогательных агрегатов каждые 50 000 км пробега.
Для замены ремня привода водяного насоса (двигатель без компрессора кондиционера):
- ослабить натяжение ремня привода водяного насоса, для чего повернуть по часовой стрелке подвижный рычаг с роликом автоматического механизма натяжения ключом за болт ролика и зафиксировать положение рычага штифтом (0 4 мм, длина не менее 50 мм);
- снять ремень привода водяного насоса;
- установить новый ремень на шкивы коленчатого вала, водяного насоса, генератора;
- повернуть по часовой стрелке на небольшой угол подвижный рычаг механизма с роликом ключом за болт ролика, вынуть штифт и освободить ролик. Ремень натянется автоматически.
Внимание!
Во время проведения работ по обслуживанию воздушного фильтра необходимо тщательно предохранять впускные шланги от попадания посторонних предметов, грязи и песка.
Уход за системой заключается в периодической очистке корпуса воздушного фильтра и замене его фильтрующего элемента. Заменять фильтрующий элемент воздушного фильтра также необходимо при снижении мощности двигателя при эксплуатации автомобиля по запыленной местности.
Внимание!
Запрещается отсоединение подающего топливопровода на работающем двигателе. Перед отсоединением топливопровода на неработающем двигателе необходимо устранить давление топлива в топливопроводе выработкой топлива из магистрали работой двигателя при отключенном электробензонасосе до момента прекращения работы двигателя.
Обязательным условием надежной работы системы питания является чистота ее приборов и узлов.
Запрещается отсоединять топливопроводы на работающем двигателе. Топливная магистраль на работающем двигателе находится под давлением 3,8 кгс/см2.
Следует тщательно проверять герметичность соединений топливопровода. Эта проверка должна производиться при хорошем освещении и работающем на холостом ходу двигателе. Подтекание топлива создает опасность пожара. Неплотности резьбовых соединений устраняются подтяжкой болтов, гаек и штуцеров ключом с умеренным усилием, обеспечивающим герметичность.
В процессе эксплуатации рекомендуется следить за чистотой компонентов системы управления двигателя, периодически проверять надежность контактных соединений датчиков и исполнительных устройств системы управления.
При проведении периодического технического обслуживания необходимо производить диагностику системы управления двигателем и заменять свечи зажигания.
Для предотвращения разрыва силиконового наконечника катушки зажигания при её снятии вследствие прикипания к изолятору свечи зажигания нанести перед установкой катушки зажигания кисточкой на внутреннюю поверхность наконечника (рис.53) силиконовую смазку типа «Пента-221» ТУ 2257-15640245042-2006.
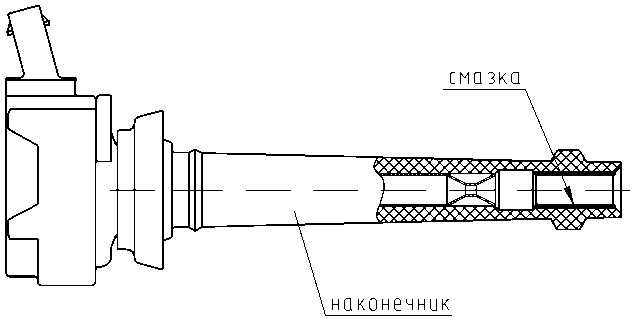
Рис.53. Нанесение смазки на наконечник катушки зажигания
|
Вероятная причина |
Способ устранения |
|
1. Двигатель не пускается | |
|
Нарушение установки фаз газораспределительного механизма или обрыв цепи привода распределительных валов |
Откорректировать установку фаз газораспределительного механизма или отремонтировать двигатель |
|
1.1. Нарушение подачи бензина | |
|
проверить целостность предохранителя. Проверить исправность и надежность разъемов ЭБН, пускового реле (ПР) и реле ЭБН. При включении зажигания должен быть слышен характерный звук 2...3 сек работы ЭБН заменить регулятор заменить фильтр |
|
продуть топливопровод сжатым воздухом залить топливо в бак |
|
1.2. Неисправности в микропроцессорной системе управления двигателем | |
|
проверить зазор и отрегулировать заменить неисправные свечи. При шунтировании нагаром устранить причину неисправности проверить надежность разъема и исправность датчика проверить исправность и надежность разъемов. После каждой проверочной операции разъема выполнить пробный пуск двигателя заменить блок управления |
|
2. Двигатель работает неустойчиво | |
|
а) попадание воды в топливный бак; |
слить отстой из топливного бака |
|
Вероятная причина |
Способ устранения |
Засорение калиброванного отверстия клапана разрежения
|
устранить неплотности контактов устранить неисправность устранить неисправность одного из цилиндров двигателя устранить загрязнение или неплотности контактов заменить свечу заменить неисправную свечу заменить неисправную катушку проверить разъем на форсунке или за менить форсунку оленчатого вала в режиме холостого том двигателе проверить разъем, заменить дроссельный модуль заменить датчик заменить неисправные форсунки 1льных оборотах холостого хода Снять крышку клапана разрежения, диафрагму с пружиной и прочистить калиброванное отверстие ность выхлопных газов произвести диагностику системы управления и устранить неисправность устранить неисправность |
|
Вероятная причина |
Способ устранения |
|
6. Двигатель не развив
м) выход из строя нейтрализатора 6.1 Недостаточна
|
вает полной мощности очистить впускной тракт или заменить воздушный фильтр очистить клапаны от нагара. очистить выпускной тракт или заменить детали системы выпуска произвести корректировку фаз заменить распределительные валы очистить камеры от нагара или заменить топливо и выжечь нагар ездой на режиме максимальной мощности проверить зазор круглым щупом и при необходимости отрегулировать притереть клапаны или произвести ремонт цилиндро-поршневой группы заменить неисправную свечу зажигания или катушку зажигания произвести диагностику и устранить неисправность заменить дефектные гидротолкатели заменить нейтрализатор я подача топлива заменить регулятор давления, бензонасос, фильтр тонкой очистки топлива или очистить топливоподающую магистраль, топливоприемник заменить неисправные форсунки заменить неисправные форсунки перегревается долить жидкость. Проверить герметичность системы заменить термостат |
|
Вероятная причина |
Способ устранения |
|
заменить прокладку, проверить не-плоскостность привалочной плоскости головки цидиндров заменить ремень или автоматический механизм натяжения ремня промыть систему охлаждения заменить водяной насос тствие давления в системе смазки устранить причину заклинивания клапана или заменить пружину плунжера заменить фильтр очистить сетку заменить фильтр устранить причину перегрева заменить масляный насос произвести ремонт двигателя долить масло до рекомендуемого уровня по указателю заменить дефектные детали привода заменить моторное масло. Промыть систему смазки заменить датчик или устранить замыкание |
|
Вероятная причина |
Способ устранения |
Нарушение герметичности прокладки головки цилиндров
|
й расход масла )вые уплотнения и прокладки заменить сальник установить дистанционное кольцо для смещения рабочей кромки сальника установить новую прокладку или заменить деталь промыть полости маслоотделителя ый угар масла слить лишнее масло произвести ремонт двигателя прочистить у маслоотражателя отверстия для слива отделенного масла и промыть полости маслоотражателя заменить колпачки произвести ремонт двигателя произвести ремонт двигателя заменить диафрагму клапана разрежения или очистить диафрагму и седло от загрязнений у охлаждения двигателя Заменить прокладку головки цилиндров. Проверить неплоскостность поверхности сопряжения головки с блоком цилиндров 8 двигателе произвести ремонт двигателя произвести ремонт двигателя |
|
Вероятная причина |
Способ устранения |
|
произвести ремонт двигателя заменить гидротолкатель заменить гидронатяжитель проверить увеличение длины цепей, при необходимости заменить цепи со звездочками комплектом произвести ремонт головки цилиндров заменить пружину заменить автоматический механизм натяжения подтянуть болт заменить подшипник на СТО произвести ремонт водяного насоса или заменить насос |
|
н) стук подшипника направляющего ролика ремня привода агрегатов |
заменить направляющий ролик |
Необходимость в капитальном ремонте двигателя наступает после пробега 200.. .250 тыс.км в зависимости от условий эксплуатации. К этому пробегу зазоры достигают величин, вызывающих падение мощности, уменьшение давления масла в масляной магистрали, резкое увеличение расхода масла, чрезмерное дымление двигателя, повышенный расход топлива. Также могут возникать стуки при работе двигателя вследствие ударной работы предельно изношенных деталей.
Ориентировочно зазоры в сопряжении основных деталей вследствие износа не должны превышать следующих величин, мм:
поршневое кольцо - канавка в поршне (по высоте)
втулка шатуна - поршневой палец
шатунные и коренные подшипники - шейки коленчатого вала
шейки распределительных валов - опоры в головке цилиндров
Работоспособность двигателя может быть восстановлена заменой изношенных деталей новыми, стандартного размера или обработкой изношенных деталей до ремонтных размеров и применением сопряженных с ними новых деталей ремонтного размера.
Для этой цели выпускаются поршни, поршневые кольца, вкладыши шатунных и коренных подшипников коленчатого вала, полушайбы упорного подшипника коленчатого вала ремонтных размеров.
Двигатели, поступающие в ремонт, должны быть тщательно очищены от грязи. Разборку двигателя, как и сборку, рекомендуется производить на стенде, позволяющем устанавливать двигатель в положениях, обеспечивающих свободный доступ ко всем деталям во время разборки и сборки.
Разборку и сборку двигателей необходимо производить инструментом соответствующего размера (гаечные ключи, съемники, приспособления), рабочая поверхность которых должна быть в хорошем состоянии.
Необходимые специальные инструменты и приспособления для разборки двигателя приведены в приложении 5.
При индивидуальном методе ремонта детали, пригодные для дальнейшей работы, должны быть установлены на свои прежние места. Для этого такие детали как поршни, поршневые пальцы, поршневые кольца, шатуны, вкладыши, клапаны, гидротолкатели и др., при снятии их с двигателя, необходимо маркировать любым способом, не вызывающим порчу деталей (кернение, надписывание, прикрепление бирок и др.), или укладывать их на стеллажи с пронумерованными отделениями в порядке, соответствующем их расположению на двигателе.
При обезличенном методе ремонта двигателей надо помнить, что крышки шатунов с шатунами, крышки коренных подшипников с блоком цилиндров, крышки опор распределительных валов с головкой цилиндров обрабатываются в сборе и поэтому их разукомплектовывать нельзя.
В гидронатяжителях разукомплектация корпуса с плунжером не допускается.
Перед тем, как приступить к разборке основных механизмов двигателя, необходимо снять навесное оборудование: стартер, автоматический механизм натяжения, ремни привода агрегатов, генератор, датчики.
Ослабить болты крепления шкива водяного насоса.
Ослабить натяжение ремня привода водяного насоса, для чего повернуть по часовой стрелке подвижный рычаг с роликом автоматического механизма натяжения ключом за болт ролика и зафиксировать положение рычага штифтом (0 4 мм, длина не менее 50 мм). Снять ремень привода водяного насоса.
Отвернуть винт крепления автоматического механизма натяжения и снять его.
Установить двигатель на стенд.
Разборка механизмов двигателя:
- снять дроссельный модуль;
- снять ресивер;
- снять впускную трубу;
- снять теплоизоляционный экран и выпускной коллектор;
- снять трубку забора охлаждающей жидкости;
- снять катушки зажигания;
- вывернуть свечи;
- снять шланги и трубки вентиляции картера;
- снять крышку клапанов;
- снять шкив вентилятора;
- снять переднюю крышку головки цилиндров;
- снять верхний и средний успокоители цепи;
- снять крышку верхнего гидронатяжителя цепи и вынуть гидронатяжитель с шумоизоляционной прокладкой и адаптером (при его наличии);
- отвернуть болт крепления звездочки впускного распределительного вала, удерживая ключом распределительный вал от проворачивания, и снять звездочку;
- снять крышки распределительных валов, проверив правильность меток на них;
- снять цепь со звездочки выпускного распределительного вала и вынуть распределительные валы;
- ослабить хомуты шланга корпуса термостата;
- снять термостат с корпусом;
- снять шкив водяного насоса;
- отвернуть болты крепления головки цилиндров;
- снять головку цилиндров. Если нет необходимости в разборке и ремонте термостата, ресивера, впускной трубы, выпускного коллектора и головки цилиндров, то головка цилиндров может быть снята вместе с этими деталями;
- с помощью присоски или магнита вынуть гидротолкатели из головки;
- отвернуть масляный фильтр;
- отвернуть штуцер масляного фильтра.
Повернуть двигатель на стенде масляным картером вверх.
- снять усилитель картера сцепления;
- снять масляный картер. Для страгивания масляного картера рекомендуется использовать специальное приспособление ЗМ 7823-4815;
- снять масляный насос;
- снять крышки шатунов вместе с вкладышами;
- вынуть поршни вместе с шатунами. Перед разборкой шатунно-поршневой группы проверить правильность меток на шатунах и их крышках, а также их соответствие порядковым номерам цилиндров;
- отвернуть стяжной болт коленчатого вала, вывернуть два диаметрально расположенных болта крепления шкива к ступице и снять шкив-демпфер коленчатого вала с помощью специального съемника;
- снять шпонку шкива-демпфера и уплотнительную пробку;
- снять крышку нижнего гидронатяжителя цепи и вынуть гидронатяжитель с шумоизоляционной прокладкой и адаптером (при его наличии);
- снять водяной насос;
- снять крышку цепи. Если нет необходимости в разборке и ремонте водяного насоса, крышка цепи может быть снята с ним;
- снять верхнюю цепь привода распределительных валов;
- разогнуть углы стопорной пластины болтов крепления звездочек к промежуточному валу, отвернуть болты, снять звездочки и нижнюю цепь привода распределительных валов цепь;
- спрессовать звездочку с переднего конца коленчатого вала с помощью специального съемника (рис.54), вынуть шпонку звездочки;
- отвернуть болты фланца промежуточного вала.
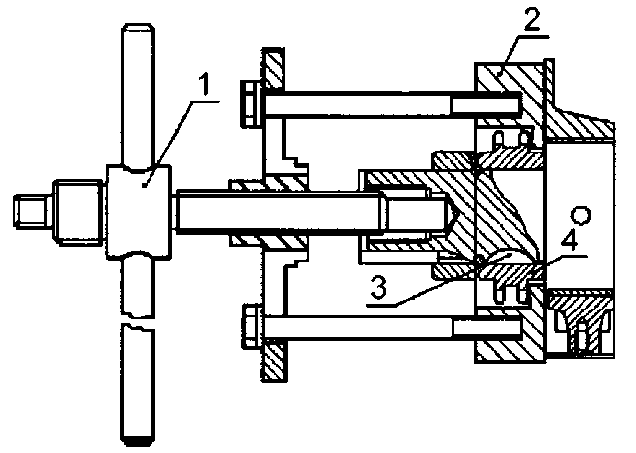
Рис.54. Снятие звездочки коленчатого вала:
1 - съемник; 2 - оправка; 3 - шпонка; 4 - звездочка коленчатого вала
Повернуть двигатель на стенде плоскостью крепления головки цилиндров вверх.
- снять крышку привода масляного насоса и вынуть шестигранный валик и привод масляного насоса;
- наживить два болта в отверстия промежуточного вала;
- удерживая промежуточный вал за болты, отвернуть гайку и снять с промежуточного вала шестерню привода масляного насоса;
- вынуть промежуточный вал;
- снять с помощью приспособления и съемника подшипник первичного вала из маховика (рис. 55);
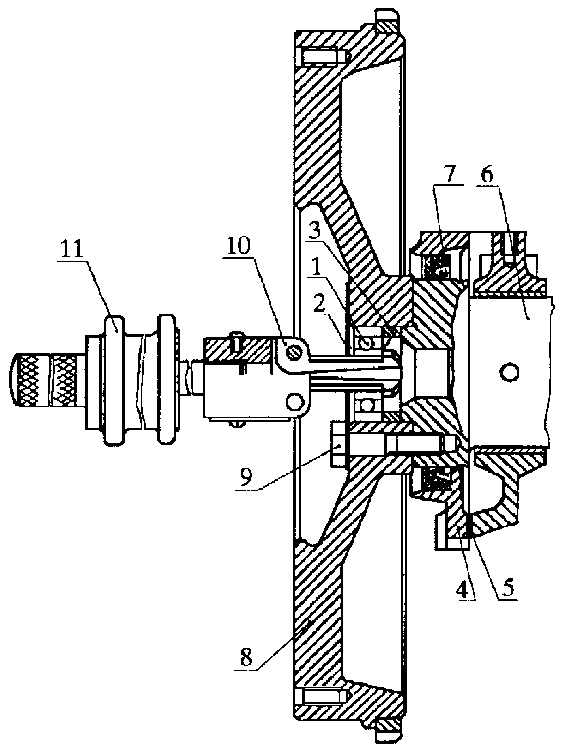
Рис.55. Снятие подшипника первичного вала коробки передач:
1 - подшипник; 2 - шайба болтов маховика; 3 - распорная втулка; 4 - сальникодержатель; 5 - прокладка сальникодержателя; 6 - коленчатый вал; 7 - сальник; 8 - маховик; 9 - болты маховика; 10 - съемник; 11 - оправка
- снять маховик;
- снять сальникодержатель;
- отвернуть болты крепления крышек коренных подшипников коленчатого вала;
- снять крышки коренных подшипников коленчатого вала вместе с вкладышами и упорными полушайбами, проверив правильность меток на крышках;
- вынуть коленчатый вал.
Блоки с пробоинами на стенках цилиндров, с трещинами на верхней плоскости блока и на ребрах, поддерживающих коренные подшипники, с пробоинами на водяной рубашке и картере подлежат выбраковке.
Повреждения резьбовых отверстий, в виде забоин или срыва резьбы менее двух ниток, восстанавливают прогонкой резьбы метчиком номинального размера.
Резьбовые отверстия, имеющие износ или срывы резьбы более двух ниток, ремонтируются нарезанием резьбы увеличенного ремонтного размера, постановкой резьбовых ввертышей с последующим нарезанием в них резьбы нормального размера или установкой резьбовых спиральных вставок, последний способ ремонта наиболее эффективный и менее трудоемкий.
1. Ремонт цилиндров
В результате естественного износа цилиндры в блоке приобретают по длине форму неправильного конуса, а по окружности - овала. Наибольшей величины износ достигает в верхней части цилиндров против верхнего компрессионного кольца, при положении поршня в ВМТ, наименьший - в нижней части, при положении поршня в НМТ.
В случае износа и необходимости обработки одного или нескольких дефектных цилиндров под ремонтный размер 96 мм, следует обрабатывать все цилиндры блока до этого размера.
Фактический диаметр цилиндров для их обработки определяется исходя из размерной группы нового поршня, предназначенного для работы в данном цилиндре, и зазора 0,036.. .0,060 мм между поршнем и цилиндром - см. табл.7.
Таблица 7 Размерные группы поршней и цилиндров блока
|
Ремонтное |
Обозначение |
Диаметр, мм | |
|
увеличение |
группы |
Поршня (юбка) |
Цилиндра |
|
— |
А* B C D E |
95,488 - 95,500 95,500 - 95,512 95,512 - 95,524 95,524 - 95,536 95,536 - 95,548 |
95,536 - 95,548 95,548 - 95,560 95,560 - 95,572 95,572 - 95,584 95,584 - 95,596 |
|
0,5 |
А* B C D E |
95,988 - 96,000 96,000 - 96,012 96,012 - 96,024 96,024 - 96,036 96,036 - 96,048 |
96,036 - 96,048 96,048 - 96,060 96,060 - 96,072 96,072 - 96,084 96,084 - 96,096 |
На ранних двигателях группы обозначались буквами русского алфавита - «А», «Б», «В», «Г», «Д» соответственно
Для ремонта цилиндров двигателя выпускаются поршни и поршневые кольца номинального диаметра 95,5 мм и ремонтного диаметра 96,0 мм, поршневые комплекты с поршнями и кольцами номинального и ремонтного размеров (приложение 6).
2. Ремонт опор промежуточного вала
Ремонт втулок опор промежуточного вала заключается в их замене стандартными или ремонтными, увеличенной толщины, в зависимости от износа посадочных отверстий в блоке цилиндров и последующей расточкой внутреннего отверстия втулок под стандартный или ремонтный размер, в зависимости от износа опорных шеек промежуточного вала. Ремонтные втулки изготовить из антифрикционного сплава: алюминий или бронза (рис.56).
Также заменить стандартные втулки на ремонтные при ослаблении их посадки или проворачивании.
Передняя втулка
Задняя втулка
|
Размер |
Размер по рабочему чертежу |
Ремонтный размер |
|
0А |
/ п + 0,050 4 ^ + 0,025 |
/ о п + 0,050 0/0 + 0,025 |
|
Размер |
Размер по рабочему чертежу |
Ремонтный размер |
|
0Б |
о о +0,041 z z +0,020 |
ту р +0,041 Z b0+0,020 |
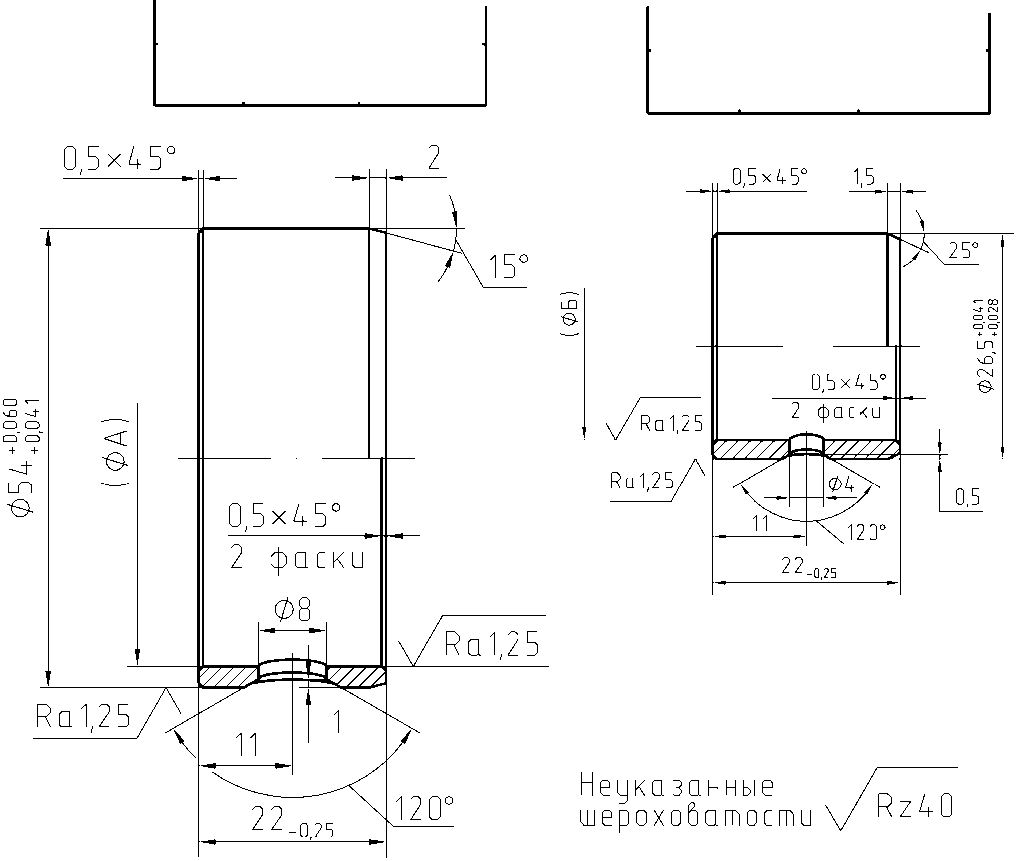
Рис.56. Ремонтные втулки опор промежуточного вала
Перед установкой опор промежуточного вала демонтировать трубку. При установке ремонтных втулок обеспечить совпадение отверстий масляных каналов. Расточку опор промежуточного вала производить за одну установку для обеспечения соосности. Новую трубку запрессовать с использованием анаэробного герметика «Фиксатор-9» или аналогичного («Стопор-9», «Техногерм-7», «Гер-микон-9»), предварительно обезжирив поверхность нанесения герметика.
Шейки промежуточного вала шлифуют под ремонтный размер в случае износа, превышающего максимально допустимый.
3. Ремонт опор привода масляного насоса
В случае износа отверстий под привод масляного насоса более допустимого, отверстия расточить до ремонтного размера под ремонтные втулки. Ремонтные , , +0,062
втулки изготовить из серого чугуна наружным диаметром 21 + о’041 мм и длиной: нижняя - 17 мм, верхняя - 30 мм. Запрессовать ремонтные втулки, просверлить в верхней втулке через отверстие с конической резьбой сквозное отверстие для подвода масла 0 3,5 мм, входящее в масляную магистраль блока цилиндров, и обработать отверстия во втулках до номинального размера. Обработку посадочных отверстий блока цилиндров под втулки и отверстий втулок производить за одну установку.
4. Ремонт шатуна
При превышении непараллельности осей отверстий поршневой и кривошипной головок максимально допустимой величины шатун деформирован и подлежит замене. В случае износа отверстия втулки шатуна под палец более допустимого необходимо заменить втулку, выполнить проточку во втулке под масляный канал и обработать отверстие втулки под палец. Перед установкой новой втулки замерить диаметр посадочного отверстия шатуна - при износе отверстия более допустимого шатун браковать.
Таблица 8 Контролируемые параметры при ремонте блока цилиндров,
поршней, шатунов и промежуточного вала
|
Контролируемые параметры |
Номинальный размер, мм |
Предельнодопустимый размер, мм |
Ремонтный размер, мм |
|
Диаметр цилиндров |
095,51 oZ * |
95,65 |
+0,5 |
|
Диаметр поршней |
095,5- 0’012* |
95,4 |
+0,5 |
|
Зазор между поршнем и цилиндром (подбор) |
0,036^0,060 |
0,25 |
— |
Допуск 0,060 мм разбит на 5 групп по 0,012 мм
|
Контролируемые параметры |
Номинальный размер, мм |
Предельнодопустимый размер, мм |
Ремонтный размер, мм |
|
Увеличение для ремонтных размеров цилиндров, поршней, поршневых колец |
— |
— |
0,5 |
|
Ширина канавок поршня под компрессионные кольца: | |||
|
верхнего |
1,54...1,56 |
1,58 |
— |
|
нижнего |
1,78...1,80 |
1,82 |
— |
|
Диаметр опор блока цилиндров под вкладыши коренных подшипников |
67+ 0,019 |
67,03 |
— |
|
Радиальное биение средних опор блока цилиндров относительно крайних |
0,02 |
0,05 |
— |
|
Ширина третьей опоры блока цилиндров |
90-0,060 29 -0,120 |
28,84 |
— |
|
Диаметр внутренний втулок опор промежуточного вала: | |||
|
передней |
05 +0,050 49 +0,025 |
49,1 |
-0,2 |
|
задней |
04 +0,041 22 +0,020 |
22,1 |
-0,2 |
|
Диаметр шеек промежуточного вала: | |||
|
передней |
49- 0,016 49 -0,041 |
48,95 |
-0,2 |
|
задней |
22 -0,013 |
21,95 |
-0,2 |
|
Диаметр отверстий блока цилиндров под втулки промежуточного вала: | |||
|
передней |
052,5 +0,03 |
52,56 |
+1,5 |
|
задней |
025 +0,021 |
25,06 |
+1,5 |
|
Контролируемые параметры Диаметр отверстия под валик привода масляного насоса |
Номинальный размер, мм ,061 ,0 +0,060 01 7 + 0,033 |
Предельнодопустимый размер, мм 17,1 |
Ремонтный размер, мм 021+0,033 |
|
Диаметр кривошипной головки шатуна Непараллельность осей от |
60+ о,019 |
60,03 |
— |
|
верстий поршневой и кри |
0,04 | ||
|
вошипной головок шатуна |
на длине |
0,06 |
— |
|
в двух взаимно перпендикулярных плоскостях Диаметр отверстия шатуна под втулку |
100 мм 023,25+0,045 |
023,30 |
— |
|
007 +0,007 * 22 -0,003 |
22,01 |
— |
Контролируемые параметры коленчатого вала при проверке технического состояния приведены в табл.9.
При наличии трещин любого характера коленчатый вал подлежит выбраковке.
Для удаления отложений из полостей шатунных шеек и масляных каналов необходимо вывернуть четыре пробки 1 (рис. 57) из шатунных шеек, промыть раствором каустической соды (NaOH), нагретым до плюс 80 ОС, и металлическим ёршиком тщательно прочистить полости и каналы. Промыть полости керосином и высушить сжатым воздухом, после чего завернуть пробки на место моментом 37...51 Н.м (3,8...5,2 кгс'м), предварительно нанеся на их резьбовую поверхность анаэробный герметик «Стопор-9» или аналогичный («Гермикон-9», «Euroloc 6638»).
Допуск 0,010 мм разбит на 4 размерные группы по 0,0025 мм
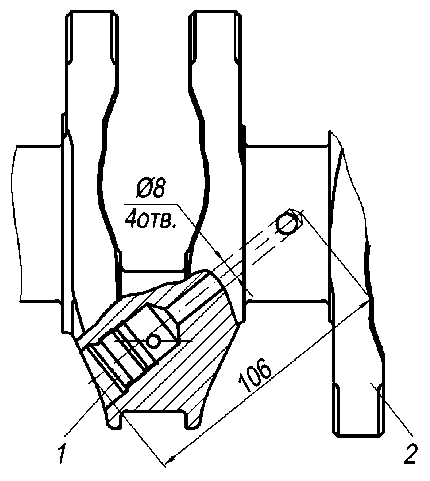
Рис.57. Удаление продуктов износа и нагара из полостей шатунных шеек коленчатого вала:
1 - пробка масляного канала; 2 - коленчатый вал
В процессе работы коренные и шатунные шейки коленчатого вала изнашиваются, теряют геометрическую форму, что снижает работоспособность кривошипно-шатунного механизма, вызывает повышенный износ цилиндров и поршневых колец, при этом может произойти выталкивание поршневым пальцем стопорных колец из канавок в поршне и выход поршневого пальца из поршня.
Коренные и шатунные шейки коленчатого вала в результате износа принимают форму конуса и овала.
Если коренные и шатунные шейки изношены более максимально допустимых размеров, и если конусность и овальность шеек более 0,04 мм, то шейки вала необходимо шлифовать в один из ремонтных размеров. Все одноименные шейки шлифуют в один ремонтный размер. Острые кромки фасок масляных каналов притупляют конусным абразивным инструментом, а затем шейки и фаски полируют. Радиусы галтелей коренных и шатунных шеек 2,25...2,5 мм.
При износе поверхности заднего фланца коленчатого вала или поверхности ступицы шкива-демпфера под рабочей кромкой сальника сместить сальник для контакта его рабочей кромки с неизношенной поверхностью и предотвращения утечек масла. Для этого установить распорное кольцо необходимой толщины между сальником и сальникодержателем или крышкой цепи.
При повреждении резьбы в отверстиях до двух ниток ее восстанавливают прогонкой под размер рабочего чертежа. Если сорвано две и более ниток, то ремонт производят:
- резьба в отверстиях под болты крепления маховика - установкой резьбовых спиральных вставок;
- резьба в отверстии под стяжной болт - нарезанием ремонтной резьбы;
- резьбы в отверстиях под пробки - нарезанием ремонтной резьбы.
Таблица 9
Контролируемые параметры при ремонте коленчатого вала
|
Контролируемые параметры |
Номинальный размер, мм |
Предельнодопустимый размер, мм |
Ремонтные размеры, мм | ||
|
1 |
2 |
3 | |||
|
Диаметр коренных шеек |
гп -0,035 -0,054 |
61,92 |
-0,25 |
-0,5 |
-0,75 |
|
Диаметр шатунных шеек Наибольшее допустимое биение 2,3,4 ко- |
S А-0,025 ^^-0,044 |
55,92 |
-0,25 |
-0,5 |
-0,75 |
|
ренных шеек относительно 1 и 5 коренных шеек Длина третьей коренной шейки между дву |
0,03 |
0,04 |
— |
— |
— |
|
мя опорными поверхностями упорного подшипника Осевой зазор коленча |
34 +0,050 |
34,06 |
— |
— |
— |
|
того вала (по упорному подшипнику) Наибольшая допусти |
0,06...0,27 |
0,36 |
— |
— |
— |
|
0,005 |
0,01 |
— |
— |
— | |
Поверхность маховика при наличии на его поверхности, контактирующей с фрикционными накладками, задиров и кольцевых рисок можно исправить проточкой и шлифовкой. Величина снятого при обработке слоя металла должна быть такой, чтобы толщина маховика после обработки была не менее 48,5 мм (рис.58).

Рис.58. Предельный размер толщины маховика
Перед ремонтом необходимо определить ремонтопригодность головки цилиндров. Головка цилиндров является неремонтопригодной в следующих случаях:
- наличие пробоин, прогара и трещин на стенках камеры сгорания и разрушения перемычек между гнездами;
- износы отверстий под шейки распределительных валов более максимально допустимого значения;
- износы отверстий под гидротолкатели и гидронатяжитель свыше максимально допустимого значения.
Для замера диаметра опор распределительных валов в головке цилиндров крышки опор, с целью их центрирования, закрепить с помощью оправки, в качестве которой допускается использовать новые гидротолкатели.
При неплоскостности поверхности сопряжения головки цилиндров с блоком цилиндров (измеряется на контрольной плите с помощью щупа) более допустимой величины обработать поверхность до устранения дефекта, но до размера высоты головки не менее 142,7 мм (рис. 59).
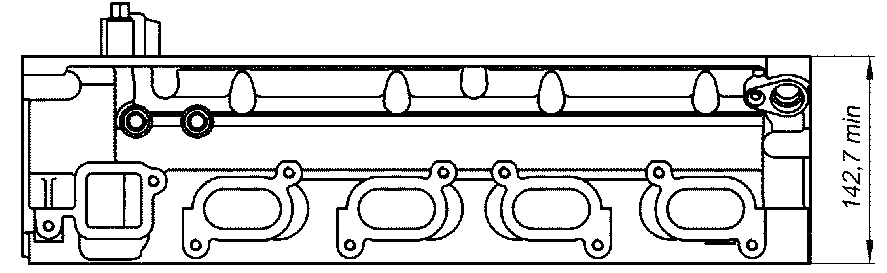
Рис.59. Минимальная высота головки цилиндров
Для проверки герметичности клапанов необходимо залить керосин поочередно во впускные и выпускные каналы головки цилиндров. Протекание керосина из-под тарелок клапанов свидетельствует об их негерметичности. «Рассухарить» клапаны с помощью специального приспособления (рис.60) и уложить в порядке, соответствующем расположению клапанов в головке, для последующей установки на прежние места.
Удалить нагар со снятых клапанов, который мешает полному наполнению цилиндров горючей смесью.
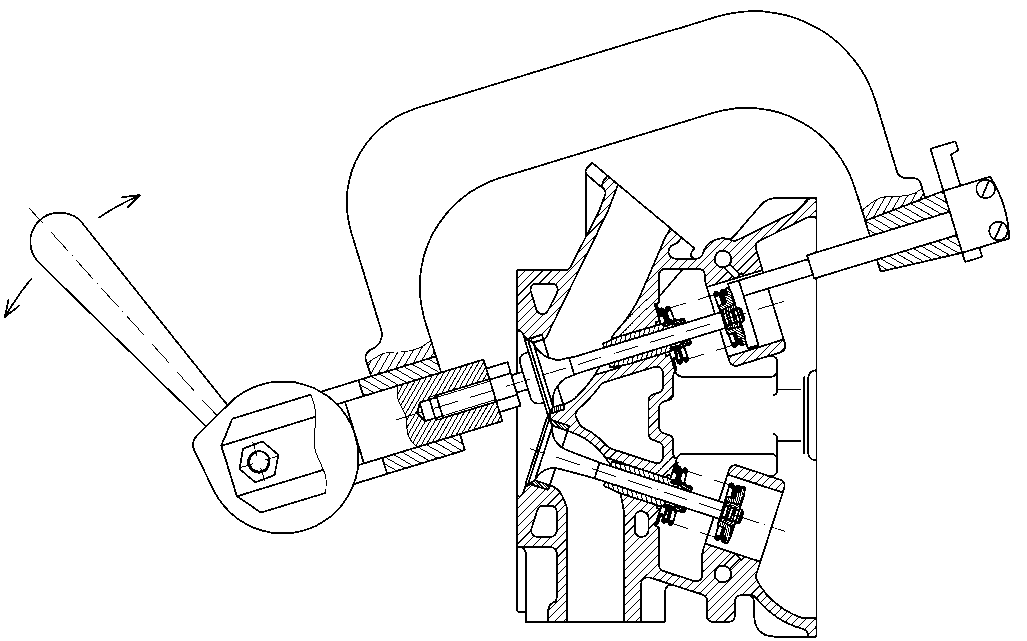
Рис.60. Снятие клапанных пружин
Притереть клапаны, используя притирочную пасту, составленную из одной части микропорошка М-20 и двух частей масла И-20А. Перед началом притирки следует проверить, нет ли коробления тарелки клапана и прогорания клапана и седла. При наличии этих дефектов восстановить герметичность клапана одной притиркой невозможно и следует сначала прошлифовать седло, а поврежденный клапан заменить новым.
Клапаны с деформированными стержнями, значительной выработкой на торце или трещинах на тарелке также подлежат замене.
Если зазор между клапаном и втулкой превышает 0,20 мм, то герметичность также не может быть восстановлена. В этом случае клапан или втулку, в зависимости от износа, следует заменить новыми.
При негерметичности клапана из-за дефектов рабочей фаски клапана (износ, риски, раковины) обработать рабочую фаску клапана по размерам рис.61. При этом расстояние от плоскости контрольного диаметра до плоскости тарелки не должно быть менее 1,3 мм для впускного клапана и 1,8 мм для выпускного.
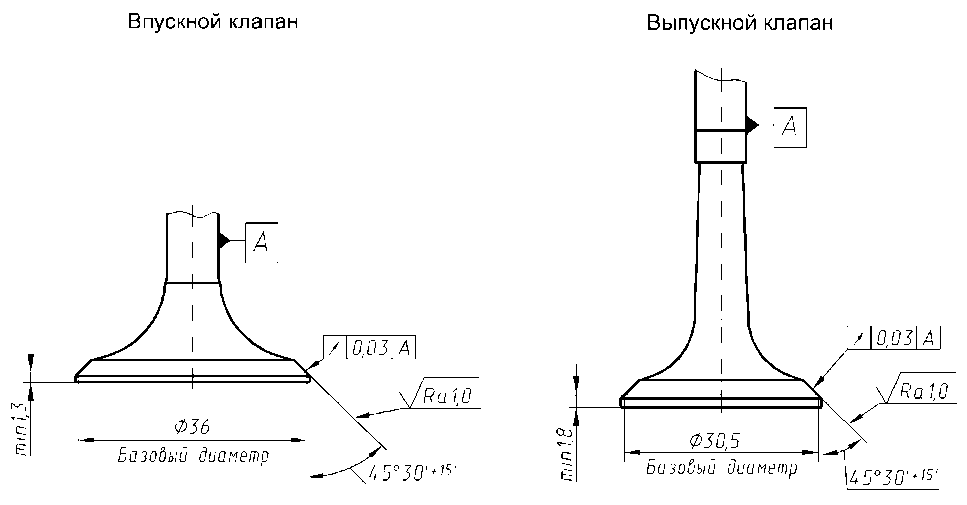
Рис.61. Обработка фасок клапанов
Если увеличенный зазор между направляющей втулкой и клапаном не может быть восстановлен заменой клапана, втулку клапана следует заменить.
Перед выпрессовыванием направляющих втулок необходимо определить ремонтопригодность головки цилиндров. Головка цилиндров является ремонтопригодной, если после перешлифовки седла расстояние от оси распределительного вала до торца стержня клапана, прижатого к рабочей фаске седла, будет составлять не менее 35,5 мм (рис. 62). Если данное условие невыполнимо - головка цилиндров ремонту не подлежит.
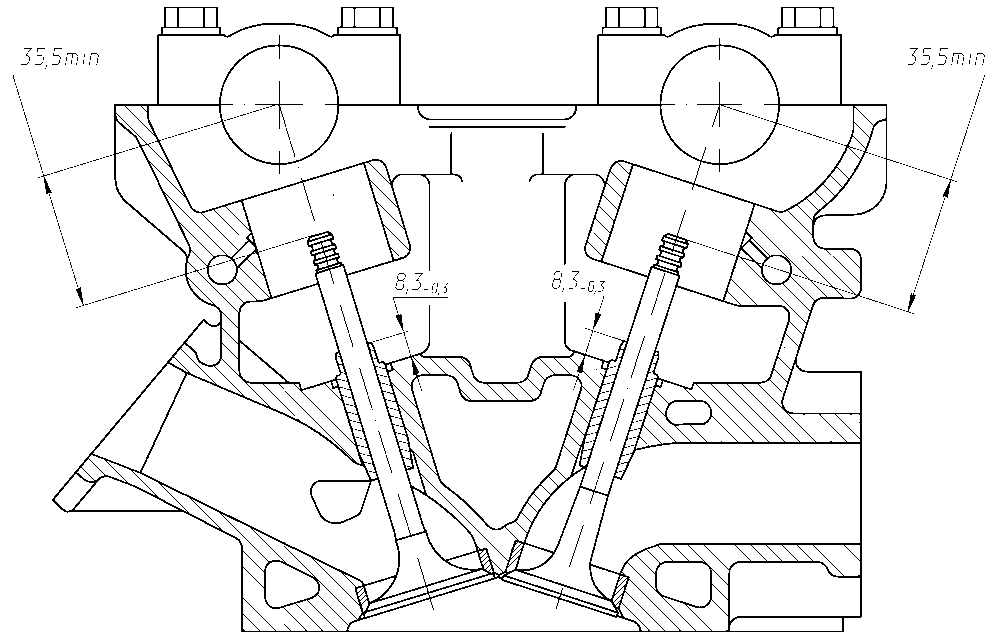
Рис.62
Выпрессовывание направляющей втулки производится с помощью оправки (рис.63).
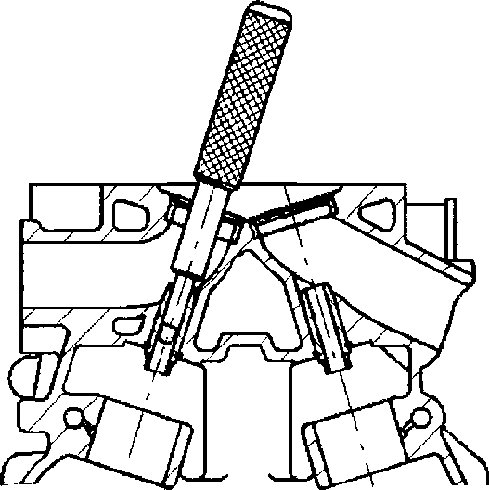
Рис.63. Выпрессовка втулки клапана
При расстоянии менее 35,5 мм не будет обеспечена посадка клапана на седло в результате предельного сжатия гидротолкателя.
Перед установкой направляющую втулку клапана охладить в двуокиси углерода (сухом льду) до -40.. .-45 °С, а головку цилиндров нагреть до температуры + 160...+ 170 °С. Втулки при сборке должны вставляться в гнезда головки свободно или с легким усилием до размера выступания верхнего торца втулки над телом головки 8.8,3 мм (рис.62).
После установки направляющей втулки развернуть отверстие втулки под клапан и прошлифовать фаску седла, центрируя инструмент по отверстию во втулке.
Обработать вспомогательные фаски под углом 20 °, 15о, и рабочую фаску под углом 45° с учетом размера базового диаметра 36 мм или 30,5 мм и ширины фаски согласно рис.64. При обработке седла обеспечить концентричность фаски на седле клапана с отверстием во втулке в пределах 0,025 мм общих показаний индикатора (биение рабочей фаски седла относительно отверстия втулки 0,05 мм).
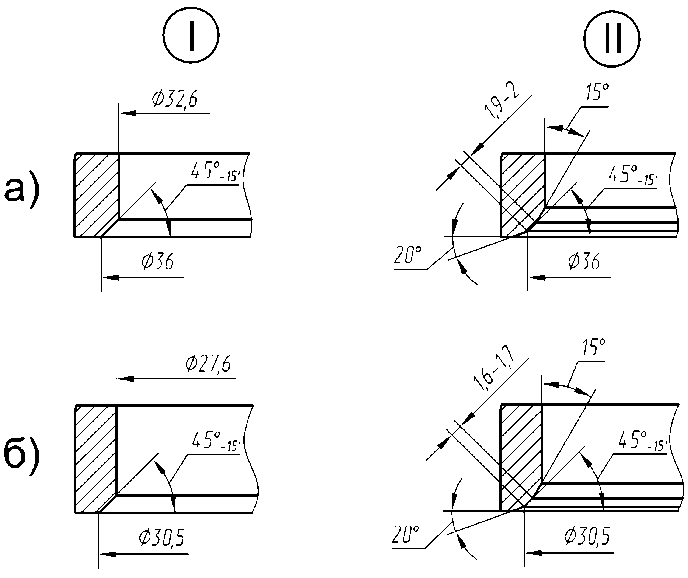
Рис.64. Обработка новых седел клапанов:
а - седло впускного клапана; б - седло выпускного клапана;
I - новое седло; II - седло после ремонта
По окончании обработки седел и притирки клапанов все газовые каналы тщательно очистить и продуть сжатым воздухом, чтобы не осталось абразивной пыли. Стержни клапанов перед сборкой смазать маслом, применяемым для двигателя.
Напрессовать на направляющие втулки клапанов новые маслоотражательные колпачки с помощью оправки, вставить клапаны во втулки согласно их расположению до снятия и собрать их с пружинами с помощью приспособления (рис.60). Убедиться, что сухари вошли в кольцевые канавки клапанов.
Рекомендуется маслоотражательные колпачки при ремонте головки цилиндров всегда заменять новыми. С течением времени резина маслоотражательных колпачков теряет эластичность, появляются трещины и расслоения, что способствует проникновению масла в камеру сгорания и повышенному угару масла.
Резьбовые отверстия, имеющие износ или срывы резьбы более двух ниток, ремонтируются нарезанием резьбы увеличенного ремонтного размера, постановкой резьбовых ввертышей с последующим нарезанием в них резьбы нормального размера или установкой резьбовых спиральных вставок, последний способ ремонта наиболее эффективный и малотрудоемкий.
При срыве резьбы под свечи зажигания более одной нитки поставить резьбовые пружинные вставки ВР14х 1,25х 15 ТУ 10.16.0001.150-89.
Замерить объем камер сгорания головки цилиндров при установленных клапанах и свечах зажигания. Объем камер сгорания должен составлять 55...57,5 см3, при этом разница объемов в одной головке должна быть не более 1,5 см3. Для приведения объема камер допускается срезать необходимый объем вытеснителей - приливов, находящихся по бокам камеры сгорания между впускными и выпускными клапанами.
Проверить упругость клапанных пружин, так как при длительной работе их упругость падает, и нарушается кинематическая связь отдельных звеньев газораспределительного механизма. Это приведет к снижению мощности, перерасходу топлива, перебоям в работе двигателя и стукам клапанов. Уменьшение контрольных нагрузок клапанных пружин не должно превышать 10 % от номинальных величин. Усилие новой клапанной пружины (одинарная пружина) при сжатии ее до длины 34,7 мм должно быть 251,3 ± 18,8 Н (25,6 ± 1,9 кгс), а при сжатии до 25,7 мм - 490 ± 31,8 Н (50 ± 3,3 кгс). Пружины, имеющие наработку более 200 тыс.км подлежат замене, независимо от результатов контроля.
При подсборке головки цилиндров очистить камеры сгорания и газовые каналы головки цилиндров от нагара и отложений, протереть и продуть сжатым воздухом.
При наличии трещин любого характера распределительные валы подлежат выбраковке.
Поверхности опорных шеек и кулачков должны быть без задиров и глубоких раковин и не иметь износов, превышающих предельно допустимые. После проверки валов необходимо зачистить и отполировать поверхности шеек и кулачков.
Таблица 10 Контролируемые параметры при ремонте головки цилиндров,
клапанного механизма и распределительных валов
|
Контролируемые параметры |
Номинальный размер, мм |
Предельнодопустимый размер, мм |
|
Неплоскостность поверхности сопряжения с блоком цилиндров |
0,1 |
0,15 |
|
Диаметр отверстия под гидронатяжитель |
22+0,021 |
22,05 |
|
Диаметр отверстия под направляющие втулки клапанов |
1 д —0,023 -0,050 |
13,98 |
|
Диаметр наружный направляющих втулок клапанов |
1 4+0,058 +0,040 |
— |
|
Диаметр стержней клапанов |
8- 0,020 |
7,95 |
|
Диаметр отверстий направляющих втулок: | ||
|
- впускного клапана |
Q +0,040 ° +0,022 |
8,1 |
|
- выпускного клапана |
Q +0,047 ° +0,029 |
8,15 |
|
Диаметр гидротолкателя |
^<-0,025 -0,041 |
34,95 |
|
Диаметр отверстия под гидротолкатель |
35+0,025 |
35,1 |
|
Диаметр опор под переднюю шейку распределительных валов |
42+0,025 |
42,05 |
|
Контролируемые параметры |
Номинальный размер, мм |
Предельнодопустимый размер, мм |
|
Диаметр опор под шейки распределительных валов |
35+0,025 |
35,05 |
|
Диаметр первой опорной шейки распределительных валов |
дп -0,050 ^7-5 -0,075 |
41,9 |
|
Диаметр опорных шеек распределительных валов |
о с -0,050 5J -0,075 |
34,9 |
|
Радиальное биение 3 и 4 опорных шеек относительно 2 и 5 шеек |
0,025 |
0,04 |
|
46±0,25 |
45,5 |
В процессе эксплуатации в результате удлинения цепей и износа звездочек возможно значительное отклонение фаз газораспределения от номинальных значений. Правильность фаз газораспределения является одним из важнейших факторов, влияющих на мощность, крутящий момент и экономические показатели двигателя.
Поэтому, при снижении мощности двигателя, повышении эксплуатационного расхода топлива и неустойчивой работе двигателя необходимо проверить и, при необходимости, откорректировать установку фаз газораспределения.
Для этой цели используется комплект оснастки, разработанный на ПАО «ЗМЗ». В комплект входят:
- транспортир (рис.65);
- шаблон с профилем кулачка и стрелкой (рис.66);
- кондукторы для сверления дополнительных отверстий под штифт в звездочках распределительных валов (рис.67). Для видов привода распределительных валов с зубчатыми и втулочными цепями предназначены разные кондукторы.
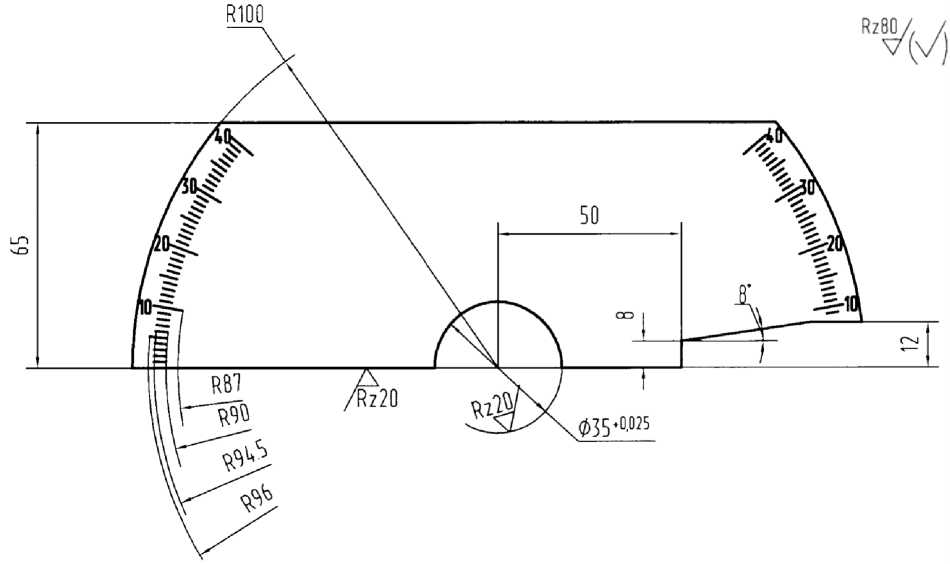
Технические требования:
Материал: сталь t=3 мм
Неуказанные пред. откл. h14, H14, ±IT14/2
Обозначения нанести на шаблоне ударным или другим способом
Рис.65. Транспортир
Проверку и корректировку фаз газораспределения можно провести на двигателе, установленном на автомобиле.
Для контроля фаз газораспределения необходимо снять крышку клапанов, отсоединив все провода и шланги.
Дальнейшая последовательность действий:
1. Установить поршень 1-го цилиндра в ВМТ такта сжатия, повернув коленчатый вал по ходу вращения (по часовой стрелке) до совпадения риски на шкиве-демпфере коленчатого вала с ребром-указателем (в виде прилива) на крышке цепи.
Внимание! Вращение коленчатого вала против часовой стрелки недопустимо.
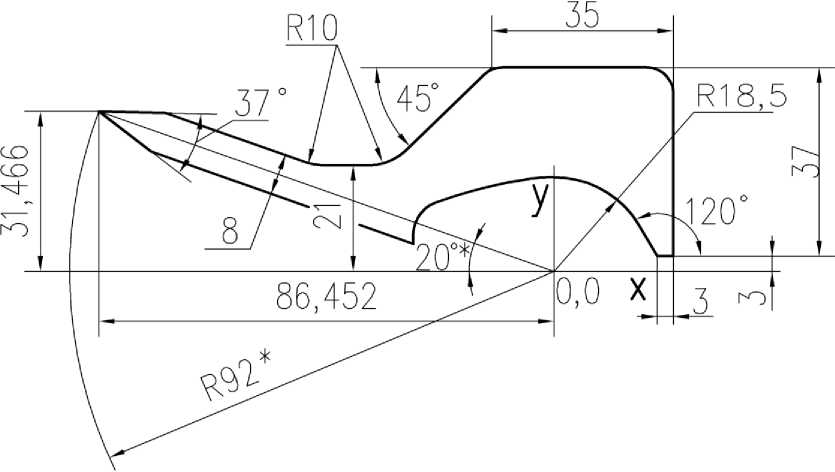
|
Координаты точек профиля 252 | ||
|
N |
X |
Y |
|
1 |
-0,9682 |
18,4746 |
|
2 |
-2,5810 |
18,3644 |
|
3 |
-4,1876 |
18,1386 |
|
4 |
-5,8142 |
17,8944 |
|
5 |
-7,4367 |
17,5198 |
|
6 |
-9,1101 |
17,1335 |
|
7 |
-10,8637 |
16,7287 |
|
8 |
-12,6920 |
16,2450 |
|
9 |
-14,5775 |
15,6324 |
|
10 |
-16,6233 |
14,9677 |
|
11 |
-18,8737 |
14,2224 |
|
12 |
-21,1883 |
13,2399 |
|
13 |
-23,6146 |
12,0322 |
|
14 |
-25,4166 |
10,2690 |
|
15 |
-25,8415 |
9,4056 |
|
16 |
-26,0710 |
8,4710 |
|
17 |
-26,1152 |
8,2411 |
|
18 |
-26,1152 |
5,0520 |
Технические требования:
Материал: алюминиевый сплав толщиной 10 мм.
*Размер для справок
Неуказанные пред. откл. h14, H14, ±IT14/2
Максимальный диаметр фрезы для обработки контура кулачка 8 мм
Рис.66. Шаблон кулачка со стрелкой
Привод распределительных валов с втулочными цепями:
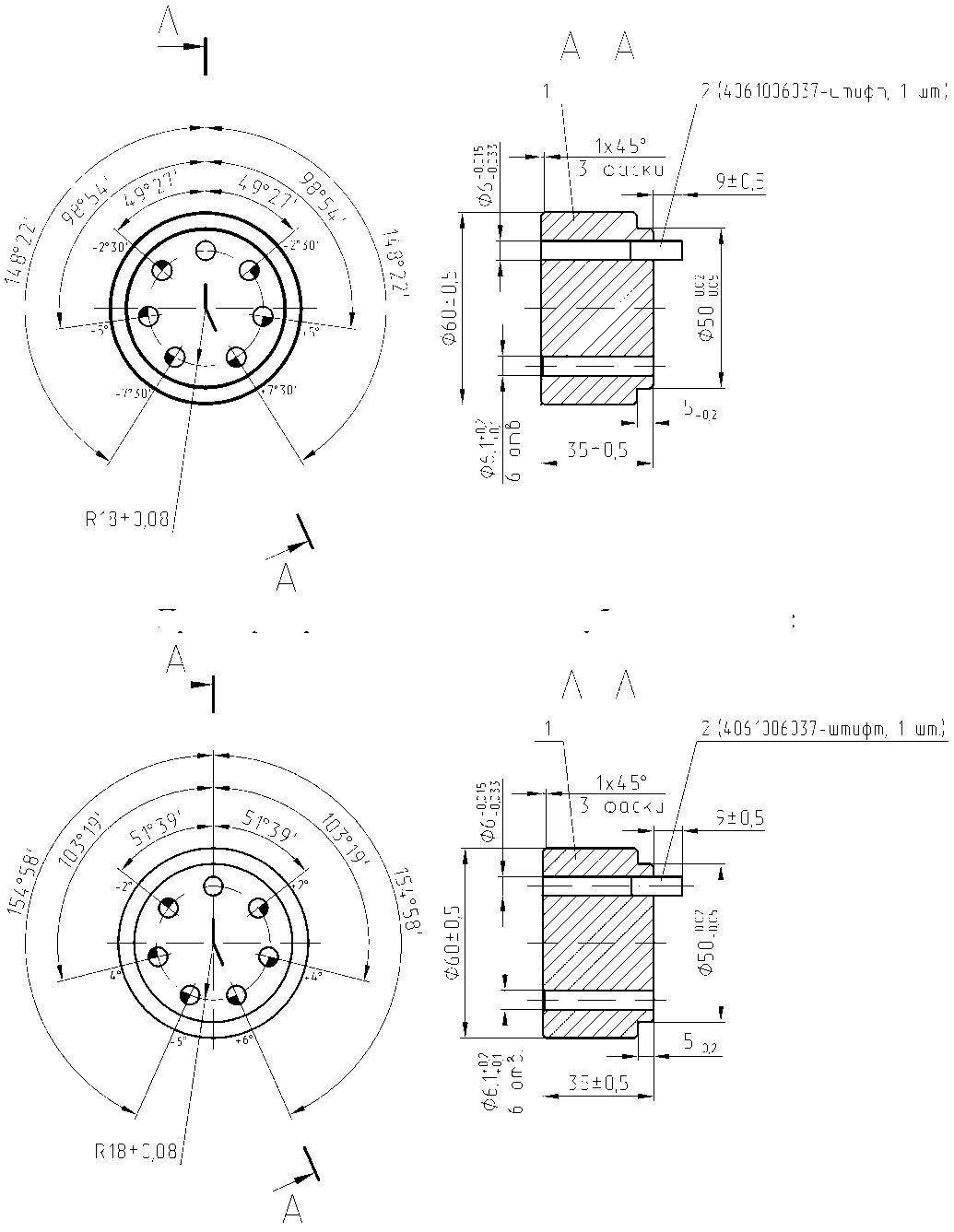
Рис.67. Кондуктор для сверления дополнительных отверстий под штифт в звездочках распределительных валов
Привод распределительных валов с зубчатыми цепями:
При этом кулачки распределительных валов 1-го цилиндра и метки на звездочках распределительных валов должны располагаться согласно схемы (рис.68).
Привод распределительных валов с втулочными цепями:
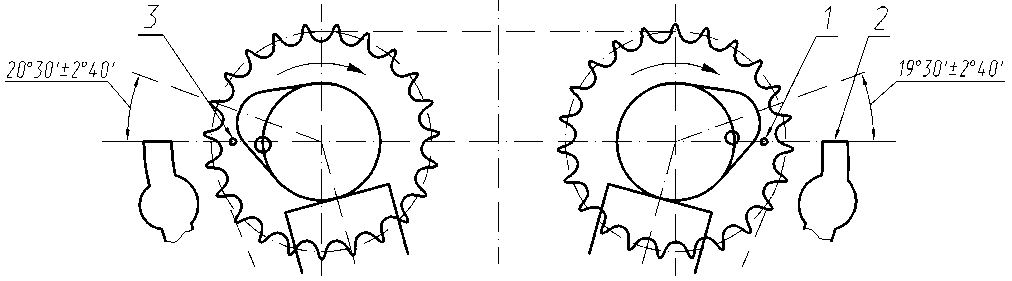
Привод распределительных валов с зубчатыми цепями:
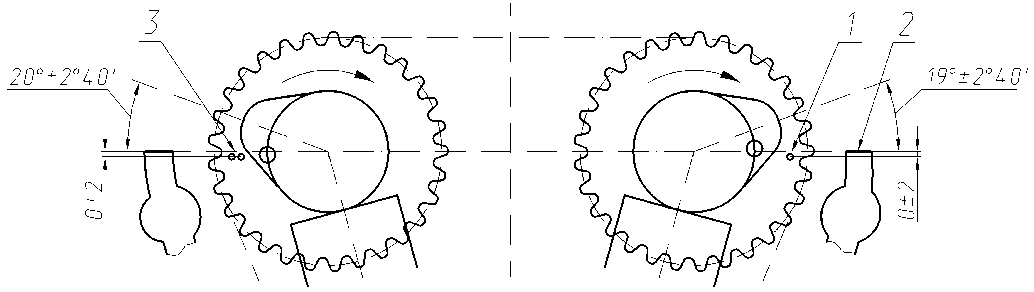
Рис.68. Схема положения распределительных валов при положении поршня первого цилиндра в ВМТ такта сжатия для зубчатой цепи:
1 - метка на звездочке выпускного распределительного вала; 2 - верхняя плоскость головки цилиндров; 3 - метки на звездочке впускного распределительного вала
В случае если вершины кулачков и метки расположены внутрь, то необходимо повернуть коленчатый вал еще на один оборот.
Точную установку поршня 1-го цилиндра в ВМТ можно провести с помощью индикатора часового типа, который устанавливается и закрепляется в свечном отверстии 1-го цилиндра.
2. Установить транспортир 3 (рис.69) за первым кулачком распределительного вала впускных клапанов - вид «А». Прижимая транспортир 3 к верхней плоскости головки цилиндров 5, приложить и плотно прижать шаблон 2 к поверхности первого кулачка. При этом стрелка шаблона должна показывать на транспортире угол:
- 20°30'±2°40' для привода распределительных валов с втулочными цепями;
- 20°±2°40' для привода распределительных валов с зубчатыми цепями.
При измерении ведущая ветвь цепи (в районе верхнего и среднего успокоителей) должна быть натянута. Для этого ключом повернуть впускной распределительный вал за четырехгранник на его теле против часовой стрелки и удерживать в этом состоянии, не допуская поворота коленчатого вала.
Аналогично провести проверку углового положения первого кулачка распределительного вала выпускных клапанов - вид «Б». Стрелка шаблона должна показывать на транспортире угол:
- 19°30'±2°40' для привода распределительных валов с втулочными цепями;
- 19°±2°40' для привода распределительных валов с зубчатыми цепями.
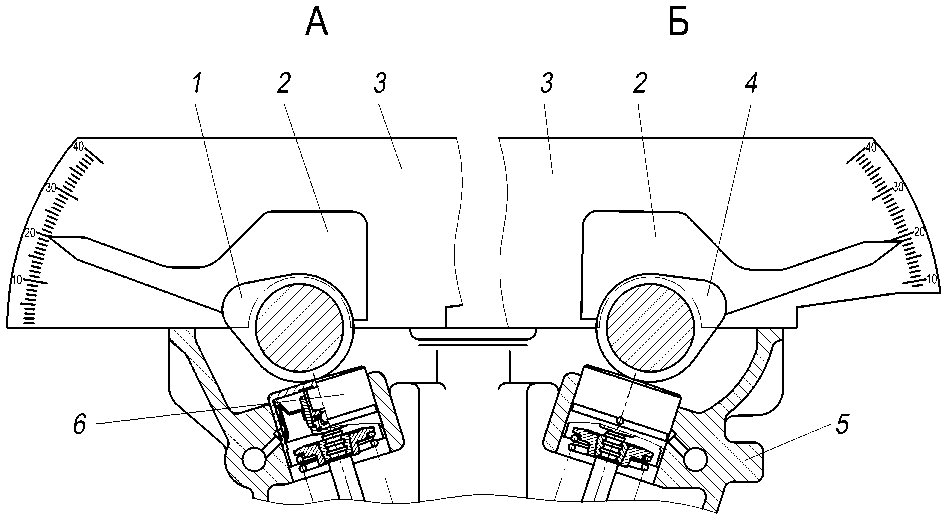
Рис.69. Проверка углового положения распределительных валов:
А - проверка углового положения распределительного вала впускных клапанов; Б - проверка углового положения распределительного вала выпускных клапанов; 1 - кулачок впускного клапана первого цилиндра; 2 - шаблон кулачка со стрелкой; 3 - транспортир; 4 - кулачок выпускного клапана первого цилиндра; 5 - головка цилиндров; 6 - гидротолкатель
При измерении ведущая ветвь цепи (в районе среднего успокоителя) должна быть натянута. Для этого ключом повернуть выпускной распределительный вал за четырехгранник на его теле против часовой стрелки и удерживать в этом состоянии, не допуская поворота коленчатого вала.
При этих значениях углового положения первых кулачков распределительных валов достигаются наилучшие технико-экономические показатели двигателя.
В случае, если отклонения углового положения кулачков распределительных валов превышают допустимые ±2°40', требуется корректировка фаз газораспределения.
Для корректировки установки фаз выполнить следующие работы:
1. Снять переднюю крышку головки цилиндров.
2. Снять верхний гидронатяжитель (в головке цилиндров), отвернув болты крепления крышки гидронатяжителя, снять крышку с шумоизоляционной шайбой.
3. Снять верхний и средний успокоители цепи, отвернув болты их крепления.
4. Снять звездочки распределительных валов, отвернув болты их крепления, удерживая при этом валы ключом за квадрат на теле валов. Цепь, снятую со звездочек распределительных валов, удержать от соскакивания со звездочки промежуточного вала.
5. По установленному на звездочку распределительного вала кондуктору в каждой звездочке просверлить шесть дополнительных отверстий 3 (рис.70) 0 6,1 мм со следующими угловыми смещениями от номинального положения заводского отверстия 2:
- 2°30', 5° и 7°30' для привода распределительных валов с втулочными цепями;
- 2°, 4° и 6° для привода распределительных валов с зубчатыми цепями.
При этом три дополнительных отверстия, смещенные от заводского установочного отверстия 2 по часовой стрелке, плюсовые, три других, смещенные против часовой стрелки, - минусовые, если смотреть на звездочку со стороны метки 1.
Привод распределительных валов с втулочными цепями:
Привод распределительных валов с зубчатыми цепями:
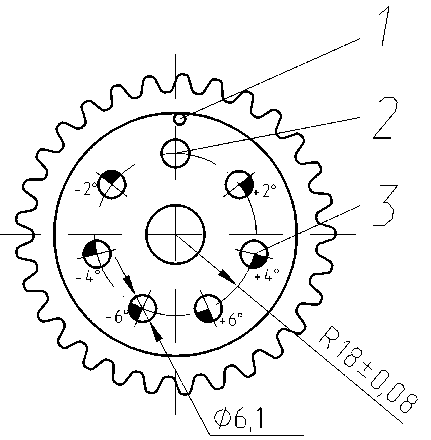

6 отб
Рис.70. Звездочка распределительного вала с дополнительными отверстиями:
1 - метка; 2 - заводское отверстие; 3 - дополнительные отверстия
6 от&.
При установке звездочки на дополнительное отверстие заводская установочная метка (метки) 1 на звездочке не будет совпадать с верхней плоскостью головки цилиндров.
Если для корректировки фаз газораспределения требуется повернуть распределительный вал по ходу его вращения (по часовой стрелке), то звездочку необходимо установить на одно из дополнительных отверстий с плюсовым смещением, расположенное справа от заводского отверстия. Если требуется повернуть распределительный вал в направлении противоположном его вращению (против часовой стрелки), то звездочку необходимо установить на одно из отверстий с минусовым смещением, расположенное слева от заводского отверстия.
Выбор отверстия на звездочке с необходимой величиной углового смещения производится в зависимости от величины отклонения положения кулачка от номинального значения.
Далее работу продолжить в следующей последовательности:
1. Накинуть цепь на звездочку (с одной меткой) выпускного распределительного вала и установить её на фланец и штифт распределительного вала, используя одно из отверстий. Поворотом выпускного распределительного вала против часовой стрелки натянуть ведущую ветвь цепи.
2. Установить шаблон кулачка со стрелкой на первый кулачок выпускного распределительного вала и проверить фазу выпуска. Стрелка при натянутой ведущей ветви цепи должна показывать:
- 19°30'±2°40' для привода с втулочными цепями;
- 19°±2°40' для привода с зубчатыми цепями.
В противном случае установить звездочку на другое отверстие - повторить действия, начиная с п.1.
3. Накинуть цепь на звездочку (с двумя метками - для привода с зубчатыми цепями) впускного распределительного вала и установить её на одно из отверстий. Поворотом впускного распределительного вала против часовой стрелки натянуть ведущую ветвь цепи.
4. Установить шаблон кулачка со стрелкой на первый кулачок впускного распределительного вала и проверить фазу впуска. Стрелка при натянутой ведущей ветви цепи должна показывать:
- 20°30'±2°40' для привода с втулочными цепями;
- 20°±2°40' для привода с зубчатыми цепями.
В противном случае установить звездочку на другое отверстие - повторить действия, начиная с п.3.
5. Предварительно завернуть болты крепления звездочек.
6. Разобрать и собрать («зарядить») гидронатяжитель, установить его в отверстие головки цилиндров, закрыть крышкой, затянув болты крышки, и вывернуть пробку из крышки.
7. Через отверстие в крышке гидронатяжителя металлическим стержнем или отверткой нажать на гидронатяжитель, переместив его до упора, затем отпустить -произойдет «разрядка» гидронатяжителя, когда стопорное кольцо на плунжере выйдет из зацепления с корпусом гидронатяжителя и даст возможность плунжеру и корпусу перемещаться под действием пружины. Корпус переместится до упора в крышку, а цепь через башмак будет натянута.
8. Завернуть пробку в крышку гидронатяжителя, предварительно нанеся на резьбу пробки анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»).
9. Повернуть коленчатый вал по ходу вращения на два оборота и совместить риску на шкиве-демпфере коленчатого вала с выступом на крышке цепи.
10. Проверить установку фаз газораспределения с помощью транспортира и шаблона кулачка со стрелкой, как описано выше. В случае отклонения фаз газораспределения, превышающих предельно допустимые значения, необходимо повторить корректировку фаз газораспределения.
11. Завернуть и затянуть болты крепления звездочек распределительных валов окончательно моментом 54,9...58,8 Н^м (5,6...6,2 кгс^м).
12. Установить верхний и средний успокоители цепи, завернув винты крепления. Предварительно нанести на резьбу винтов крепления успокоителей анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»).
13. Произвести дальнейшую сборку двигателя в порядке обратном разборке.
После запуска холодного двигателя возможно появление стука гидротолкателей клапанов, который должен исчезнуть по мере прогрева двигателя до температуры охлаждающей жидкости плюс 80...90 ОС. Если стук не исчезает более чем через 30 минут после достижения указанной температуры, необходимо проверить исправность гидротолкателей как указано далее.
Стук, появляющийся при пуске холодного двигателя, многократном пуске двигателя (при нескольких неудачных пусках), пуске двигателя после длительной стоянки и исчезающий впоследствии с прогревом двигателя, не является неисправностью гидротолкателя. Данный стук гидротолкателей вызывается всасыванием воздуха в камеру гидрокомпенсатора гидротолкателя, что приводит к потере его жёсткости и работе привода клапанов с ударами.
Для удаления воздуха рекомендуется выполнить следующие действия:
- запустить и прогреть двигатель до рабочей температуры. На 3.4 минуты установить режим работы двигателя на постоянной частоте вращения 2500 об/мин или на изменяющемся интервале частот вращения 2000.3000 об/мин, затем в течение 15.30 секунд прослушать работу двигателя на холостом ходу. В 90 % случаев стук должен прекратиться;
- если стук не прекратился, повторить цикл до 5 раз;
- в случае, если стук не прекратился после вышеуказанных работ, отработать ещё 15 минут на режиме частоты вращения 2000.3000 об/мин, затем 15.30 секунд прослушать работу двигателя на холостом ходу.
В случае, если стук не устранился после 5 циклов плюс 15 минут работы двигателя, необходимо выполнить следующие работы:
- при помощи стетоскопа (или другого прибора, усиливающего звук) локализовать источник стука;
- снять крышку клапанов;
- медленно проворачивая распределительные валы, установить поочерёдно все гидротолкатели в положение «клапан полностью закрыт» и в этом положении проверить их посредством приложения усилия на рабочий торец по оси перемещения:
а) упругая эластичность при кратковременном приложении усилия около 10 Н (1 кгс) свидетельствует о наличии воздуха в камере высокого давления компенсатора;
б) появление зазора между рабочим торцом гидротолкателя и кулачком при приложении нагрузки около 20.30 Н (2.3 кгс) на время 10.15 сек и исчезновении после снятия нагрузки, свидетельствует о негерметичности обратного клапана компенсатора или износе плунжерной пары гидрокомпенсатора;
в) наличие зазора между рабочим торцом и кулачком распределительного вала свидетельствует о подклинивании компенсатора
Заменить гидротолкатели, имеющие вышеуказанные признаки.
При отсутствии перечисленных замечаний извлечь все гидротолкатели из гнезд головки цилиндров и проверить внешний вид гидротолкателей, кулачков распределительного вала на наличие грубых царапин, трещин, следов износа, посторонних частиц, загрязнения. Проверить подачу масла к гидротолкателям, приработку на торце гидротолкателя и вращение в гнезде. Детали, имеющие неустранимые замечания, заменить. Проверить осадку под нагрузкой клапанных пружин (см. «Головка цилиндров»).
Гидротолкатели, расположенные в местах, локализованных стетоскопом, заменить на новые.
Гидронатяжитель подлежит проверке и ремонту при обнаружении стука в зоне передней крышки головки цилиндров и крышки цепи. Стук отчетливо слышен при резком сбросе частоты вращения коленчатого вала с помощью стетофо-нендоскопа, приставленного к пробке крышки верхнего или нижнего гидронатяжителя, причинами которого могут быть заклинивание плунжера и негерметичность шарикового клапана.
Кроме гидронатяжителя причинами стука также могут быть: износ звездочек, повышенная вытяжка цепи, разрушение успокоителя цепи.
Для снятия гидронатяжителя необходимо отвернуть два болта крепления крышки гидронатяжителя, снять крышку с прокладкой, затем извлечь из отверстия гидронатяжитель в разряженном состоянии.
После снятия гидронатяжителя с двигателя необходимо проверить его состояние.
1. Проверка состояния, разборка и зарядка гидронатяжителей, применяемых без адаптеров.
Если плунжер гидронатяжителя при надавливании на его сферический конец пальцем руки неподвижен - он заклинен. Заклинивание плунжера, как правило, вызвано перекосом и заклиниванием запорного кольца, имеющего на торцах разреза с трудом различимые на глаз заусенцы или неплоскостность, образующиеся при изготовлении кольца. Заклиненный гидронатяжитель можно восстановить, разобрав его, промыв его детали в керосине и заменив запорное кольцо (наружный диаметр кольца 16,6-0,3 мм, материал - пружинная проволока диаметром 1 мм).
Чтобы проверить герметичность шарикового клапана и резьбы корпуса, необходимо, не выливая масло из гидронатяжителя, вынуть из корпуса плунжер и пружину. Вставить плунжер сферическим торцом в отверстие корпуса гидронатяжителя. Надавливая на противоположный торец плунжера большим пальцем руки, визуально определить величину пропуска масла. Даже незначительный пропуск масла через клапан или резьбу свидетельствует об их негерметичности. Допускается незначительное капельное выделение масла через две диаметрально расположенные риски на торце корпуса гидронатяжителя, предназначенные для выхода воздуха из его внутренней полости.
Герметичность клапана можно попытаться восстановить, промыв узел шарикового клапана в бензине, осторожно нажимая при этом на шариковый клапан тонкой проволокой или спичкой через маслоподводящее отверстие в корпусе клапана. Если промывка клапана не даст результата, то гидронатяжитель следует заменить.
Разборку гидронатяжителя производите в следующем порядке:
- вывернуть клапан из корпуса, для чего закрепить в тисках стальную пластину толщиной 1,8...1,9мм, выставив ее над губками тисков на 2.3 мм;
- установить на пластину гидронатяжитель в вертикальном положении так, чтобы пластина вошла в прорезь на корпусе клапана и ключом 19 мм отвернуть корпус;
- вынуть из корпуса пружину и вылить масло;
- вынуть из корпуса плунжер в сборе с запорным и стопорным кольцами, для чего передвинуть плунжер по корпусу так, чтобы запорное кольцо прошло все канавки в корпусе и попало в канавку под стопорное кольцо, после чего, осторожно покачивая плунжер из стороны в сторону, вывести запорное кольцо из этой канавки.
Сборка гидронатяжителя производится в следующей последовательности:
- на закрепленную вертикально оправку 5 (рис.71) установить корпус гидронатяжителя 1;
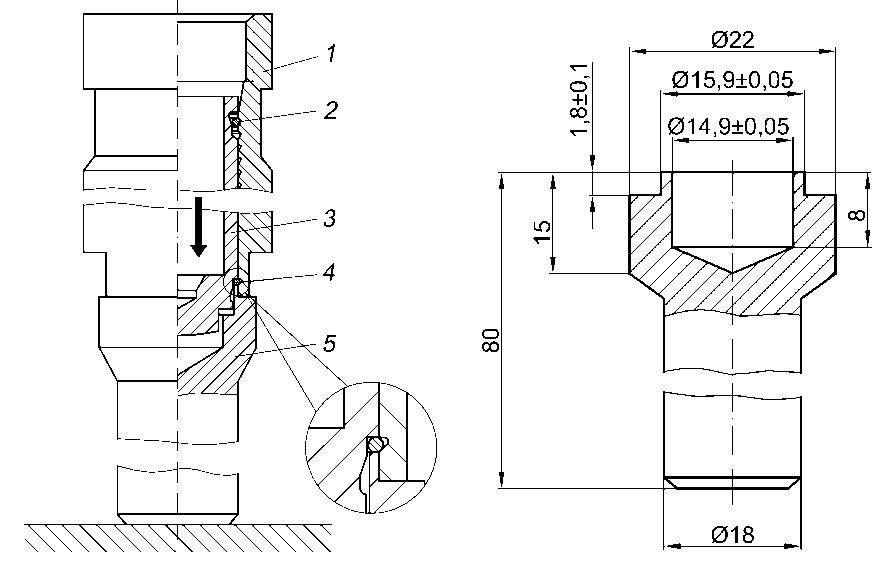
Рис.71. Сборка гидронатяжителя с помощью оправки:
1 - корпус; 2 - запорное кольцо; 3 - плунжер; 4 - стопорное кольцо; 5 - оправка
- в корпус гидронатяжителя вставить плунжер 3 до упора стопорного кольца 4 на плунжере в поясок оправки;
Внимание!
Не допускается разукомплектовывать корпус с плунжером, так как они составляют подобранную пару по зазору.
- нажать металлическим стержнем диаметром 5.7 мм (можно отверткой) на дно плунжера или пальцем руки на торец плунжера так, чтобы стопорное кольцо с канавки на плунжере перешло в канавку корпуса (слышен легкий фиксирующий щелчок). Произойдет фиксация корпуса и плунжера - «зарядка». Одновременно запорное кольцо 2 войдет в первую канавку корпуса;
- заполнить внутреннюю полость корпуса и плунжера чистым моторным маслом, применяемым на двигателе;
- вставить в плунжер пружину;
- на пружину установить клапан гидронатяжителя и, сжимая пружину, наживить, а затем вручную завернуть его в корпус, при этом стопорное кольцо на плунжере должно находиться в проточке корпуса и препятствовать перемещению плунжера в корпусе;
- снять гидронатяжитель с оправки и окончательно завернуть клапан в корпус моментом 18,6.23,5 Н^м (1,9...2,4 кгс^м), используя пластину толщиной 1,8.. .1,9 мм, зажатую в тисках, и ключ 19 мм, как при разборке гидронатяжителя.
2. Зарядка гидронатяжителей, применяемых с адаптерами
После снятия с двигателя плунжер гидронатяжителя должен быть полностью выдвинут из корпуса. Длина гидронатяжителя при этом должна быть 55,5 мм (рис.72). Нахождение плунжера в промежуточном положении говорит о его заклинивании. Такой гидронатяжитель подлежит замене.
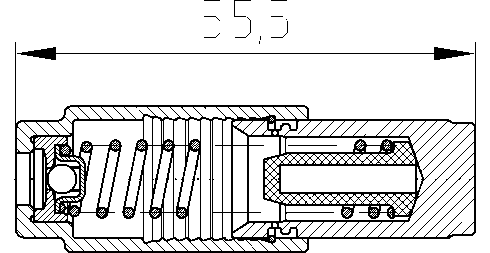
Рис.72. Гидронатяжитель с полностью выдвинутым плунжером
Для зарядки гидронатяжитель следует медленно сжать до длины 39,5 мм, утапливая плунжер в корпус (рис.73). Масло при этом будет вытекать через зазор между корпусом и плунжером.
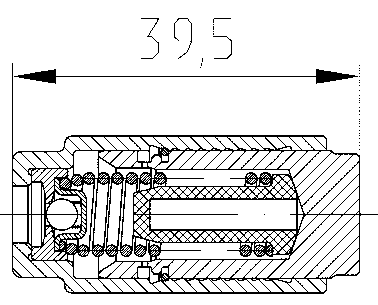
Рис.73. Положение плунжера при зарядке гидронатяжителя
С целью ускорения сжатия гидронатяжителя и облегчения процесса перезарядки допускается при сжатии нажимать на шарик клапана гидронатяжителя стержнем из мягкого материала (дерево, медь), что позволит маслу вытекать из корпуса гидронятяжителя.
При сжатии гидронатяжителя до длины 39,5 мм запорное кольцо перейдёт во вторую канавку корпуса, имеющую специальный профиль, позволяющий плунжеру удерживаться в корпусе в транспортном положении, которое показано на рис.27.
3. Установка гидронатяжителя на двигатель
- смазать чистым моторным маслом, применяемым на двигателе, отверстие под гидронатяжитель в крышке цепи или головке цилиндров и установить заряженный гидронатяжитель (или гидронатяжитель с адаптером) до касания башмака, но не нажимать на гидронатяжитель, с целью исключения преждевременной его «разрядки»;
- закрыть крышкой с шумоизоляционной прокладкой гидронатяжитель, затянув болты, и вывернуть пробку из отверстия крышки;
- через отверстие в крышке гидронатяжителя нажать металлическим стержнем или отверткой на корпус гидронатяжителя или адаптер, переместив его до упора, затем отпустить. Для разрядки гидронатяжителя, применяемого с адаптером, использовать металлический стержень диаметром 7 мм.
Плунжер при этом перестанет удерживаться в корпусе с помощью пружинного кольца и под действием пружины выдвинется до упора в башмак, а корпус переместится до упора в крышку гидронатяжителя. Гидронатяжитель натянет цепь через башмак;
Внимание!
Для разрядки гидронатяжителя нижней цепи, применяемого с адаптером, рекомендуется прикладывать ударное усилие небольшой величины.
- завернуть пробку в крышку гидронатяжителя, предварительно нанеся на резьбу пробки анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»).
Внимание!
1. Разряжать гидронатяжители следует только после затяжки болтов крепления их крышек. Преждевременная разрядка гидронатяжителя при незатянутой крышке и последующая затяжка болтов крышек приведет к жесткому расклиниванию гидронатяжителя и исключению гидравлического регулирования натяжения цепи, что повлечет многократное увеличение нагрузок в приводе, ускоренный износ и выход из строя деталей привода распределительных валов.
2. На двигатель устанавливайте только «заряженный» гидронатяжитель. После каждого снятия гидронатяжителя перед его последующей установкой необходимо произвести его перезарядку.
3. Не допускается на собранном гидронатяжителе нажатие на выступающий из корпуса носик плунжера во избежание выхода плунжера из зацепления с корпусом под действием сжатой пружины.
4. Не допускается при сборке зажимать корпус гидронатяжителя во избежание нарушения геометрии пары плунжер-корпус.
5. После замены гидронатяжителя при работе двигателя в течение некоторого времени гидронатяжитель «стучит», пока внутренняя полость корпуса не заполнится полностью маслом.
Для проведения ремонта водяного насоса ПАО «ЗМЗ» выпускается комплект 406.1307002-10, состоящий из подшипника, крыльчатки и уплотнения.
Разборка насоса производится в следующем порядке:
- с помощью съемника снять крыльчатку (рис. 74);
- с помощью специального приспособления снять ступицу шкива насоса (рис.75);
- вывернуть фиксатор подшипника;
- выпрессовать из корпуса подшипник (рис.76). Выпрессовку подшипника производить на прессе или с помощью медной оправки. Для более легкой выпрес-совки рекомендуется нагреть водяной насос до температуры плюс 80 ОС;
- выпрессовать уплотнение из корпуса (рис.77).
Сборка насоса производится в следующем порядке:
- с помощью оправки запрессовать подшипник с валиком в сборе в корпус так, чтобы гнездо под фиксатор на обойме подшипника совпало с отверстием в корпусе насоса (рис.78);
- с помощью оправки запрессовать уплотнение на вал подшипника и в корпус насоса, не допуская перекоса (рис.79). Для запрессовки уплотнения использовать оправку (рис.80), с помощью которой обеспечивается необходимое сжатие пружины уплотнения;
- завернуть фиксатор подшипника и закернить, чтобы не происходило его самоотворачивание;
- напрессовать на валик подшипника ступицу шкива насоса, выдержав размер (106,0 ±0,2) мм (рис.81);
- напрессовать крыльчатку на валик подшипника, выдержав размер между торцом крыльчатки и торцом корпуса насоса не более 14,2 мм (рис.82). Не допускается прикладывать усилие запрессовки к обратным сторонам лопастей во избежание их деформации;
- провернуть крыльчатку вместе с валиком. Задевание крыльчатки за корпус не допускается.
Перед сборкой очистить и промыть детали насоса, удалить отложения с крыльчатки, корпуса и крышки. Проверить величину осевого перемещения наружной обоймы подшипника относительно валика, которая не должна превышать 0,13 мм при нагрузке 5 кгс.
Внимание!
1. При запрессовке необходимо исключить возможность передачи усилия запрессовки через тела качения подшипника на корпус водяного насоса во избежание повреждения и поломки подшипника.
2. На наружной поверхности и заплечиках металлической втулки уплотнения нанесен герметик, который обеспечивает герметичность посадки уплотнения в корпусе водяного насоса. Перед запрессовкой уплотнения оценить и не нарушать целостность покрытия герметика.
3. На двигатель водяной насос устанавливать с новой прокладкой.
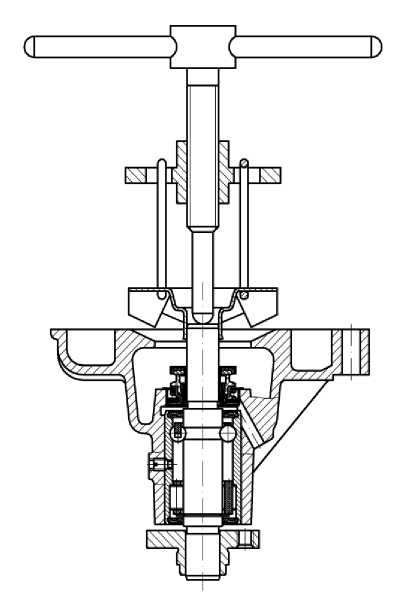
Рис.74. Снятие крыльчатки водяного насоса
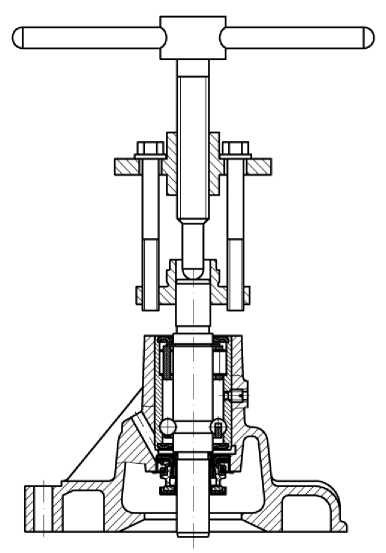
Рис.75. Снятие ступицы водяного насоса
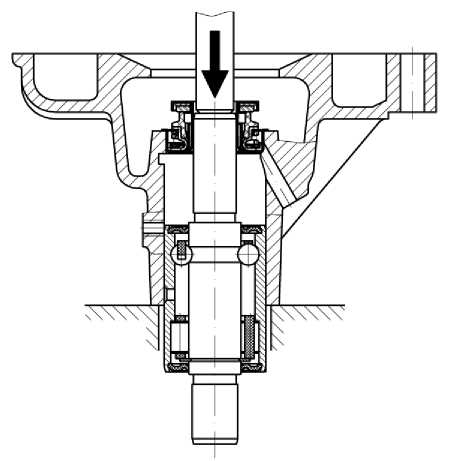
Рис.76. Выпрессовка подшипника с ва-
ликом водяного насоса
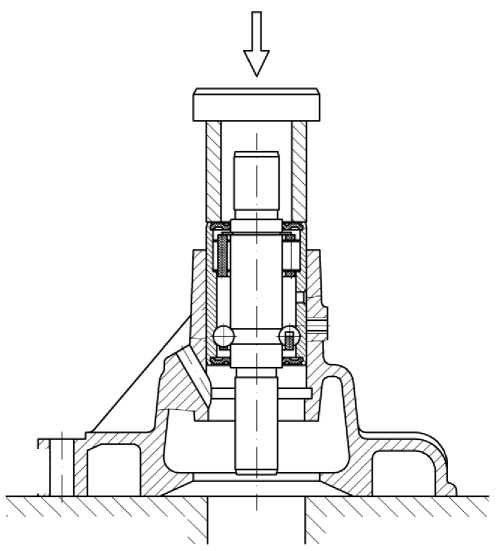
Рис.78. Запрессовка подшипника с валиком
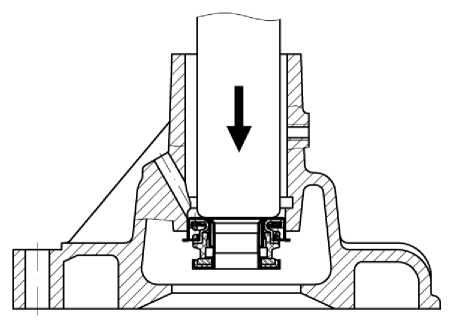
Рис.77. Выпрессовка уплотнения водяного насоса
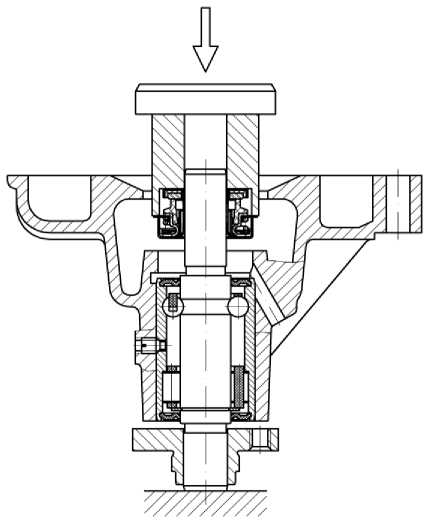
Рис.79. Запрессовка уплотнения водяного насоса
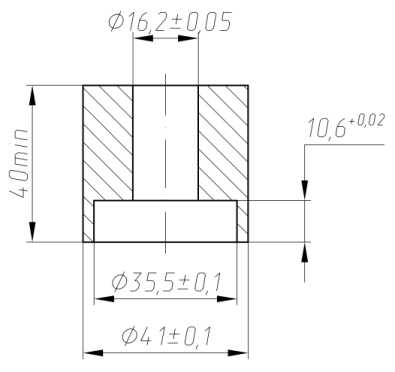
Рис.80. Оправка для запрессовки
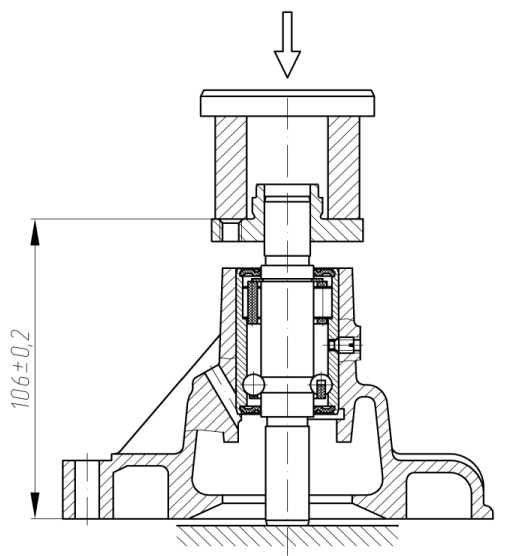
Рис.81. Напрессовка ступицы шкива во-
дяного насоса
Проверить работу термостата можно без снятия его с двигателя. После запуска холодного двигателя шланг подвода жидкости в радиатор не должен нагреваться. Постепенный рост температуры шлангов радиатора, бачков радиатора при прогреве двигателя указывает на негерметичность клапана термостата или его заклинивание в открытом положении. Интенсивный нагрев шланга подвода охлаждающей жидкости в радиатор должен происходить при открытии основного клапана - при подъеме температуры охлаждающей жидкости выше плюс 82±2 °С.
После снятия с двигателя очистить термостат, дренажное отверстие во фланце и седло основного клапана. Между основным клапаном и его седлом не должно быть загрязнений, рисок и заусенцев, приводящих к негерметичности основного клапана.
Герметичность посадки основного клапана термостата проверить по прохождению щупа 0,1 мм между основным клапаном и седлом у холодного термостата. При прохождении щупа по всей окружности клапана термостат браковать.
Проверить термостат на температуру начала открытия и полный ход клапана.
Установить термостат в воду с температурой плюс 76 ОС и выдержать не менее 3 минут, после чего проверить зазор между клапаном и седлом щупом 0,1 мм. Прохождение щупа по всей окружности клапана говорит о слишком раннем открытии термостата и необходимости его замены.
Установить термостат в воду с температурой плюс 87 ОС и выдержать не менее 3 минут, после чего еще раз проверить зазор щупом 0,1 мм между клапаном и седлом. Щуп должен проходить по всей окружности. Непрохождение щупа говорит о слишком позднем открытии клапана термостата и необходимости его замены.
Установить термостат в воду или глицерин с температурой плюс 99 ОС и выдержать до остановки хода основного клапана, но не менее 1,5 минут, после чего проверить ход клапана штангенциркулем или шаблоном 6,8 мм. Если шаблон не проходит в зазор между клапаном и седлом, то термостат подлежит замене.
При проведении испытаний жидкость должна непрерывно перемешиваться для получения одинаковой температуры во всем ее объеме.
Наиболее полно оценить состояние масляного насоса позволяет проверка его на специальном стенде.
При низком давлении в системе смазки, возможной причиной которого могла послужить неисправность масляного насоса, насос необходимо разобрать и проверить техническое состояние его деталей.
При проверке редукционного клапана убедиться, что его плунжер перемещается в отверстии приемного патрубка свободно, без заеданий, а пружина находится в исправном состоянии. Проверить наличие дефектов на рабочей поверхности плунжера и отверстия приемного патрубка масляного насоса, которые могут привести к падению давления в системе смазки и заеданию плунжера.
При необходимости мелкие дефекты поверхности отверстия приёмного патрубка устранить шлифованием мелкозернистой шкуркой, не допуская увеличения диаметра. Износ отверстия приемного патрубка под плунжер свыше размера 0 13,1 мм и плунжера менее размера наружного диаметра 0 12,92 мм не допускается.
Проверить ослабление пружины. Длина пружины редукционного клапана в свободном состоянии должна быть 50 мм. Усилие сжатия пружины до длины 40 мм должно быть 45 Н ± 2,94 Н (4,6 кгс ± 0,3 кгс). При меньшем усилии пружина подлежит бракованию.
Если на плоскости перегородки имеется значительная выработка от шестерен, необходимо прошлифовать ее до устранения следов выработки, но до размера высоты перегородки не менее 5,8 мм.
При значительных износах (номинальные размеры приведены в приложении 1, размеры сопрягаемых деталей двигателя) корпуса, шестерен, запрессованной в корпус насоса оси и других деталей следует заменить изношенную деталь или насос в сборе.
Порядок разборки:
- отогнуть усы каркаса сетки, снять каркас и сетку;
- отвернуть три винта, снять приемный патрубок и перегородку;
- вынуть из корпуса ведомую шестерню и валик с ведущей шестерней в сборе;
- вынуть шайбу, пружину и плунжер редукционного клапана из приемного патрубка, предварительно сняв шплинт;
- промыть детали и продуть сжатым воздухом.
Сборка насоса:
- установить плунжер, пружину, шайбу редукционного клапана в отверстие в приемном патрубке и закрепить шплинтом. Следует устанавливать шайбу, снятую при разборке насоса, так как она является регулировочной;
- установить в корпус масляного насоса валик в сборе с ведущей шестерней и проверить легкость его вращения;
- установить в корпус ведомую шестерню и проверить легкость вращения обеих шестерен;
- установить перегородку, приемный патрубок и привернуть к корпусу тремя винтами с шайбами;
- установить сетку, каркас сетки и завальцевать усы каркаса на края приемника масляного насоса.
Оборудование и организация работ в производственном помещении должны исключать наличие пыли, грязи в зоне рабочего места для сборки двигателя. Стеллажи, рабочий инструмент, спецодежда рабочего должны исключать загрязнение двигателя в процессе его сборки. Детали и узлы при установке на двигатель должны быть чистыми, без следов коррозии, грязи, пыли, волосовин и ниток от ткани. Распаковывать детали и расконсервировать следует только непосредственно перед установкой их на двигатель.
Перед сборкой двигателя необходимо все его детали очистить от нагара и смолистых отложений.
Нельзя промывать в щелочных растворах детали, изготовленные из алюминиевых сплавов (головку цилиндров, поршни, крышки и др.), так как эти растворы разъедают алюминий.
Для очистки деталей от нагара рекомендуются следующие растворы:
для алюминиевых деталей:
мыло (зеленое или хозяйственное), г
для стальных и чугунных деталей:
мыло (зеленое или хозяйственное), г
При сборке двигателя необходимо соблюдать следующие условия:
1. Протереть все детали чистой салфеткой и продуть сжатым воздухом, а все трущиеся поверхности (поверхности цилиндров, вкладыши и шейки коленчатого вала, опоры распределительного вала в головке цилиндров и шейки вала и т.п.) смазать чистым моторным маслом, применяемым для двигателя.
2. Осмотреть детали перед постановкой на место (нет ли трещин, сколов, забоин и других дефектов), проверить надежность посадки запрессованных в них других деталей. Дефектные детали подлежат ремонту или замене на новые.
3. Нанести на резьбовые части деталей и узлов, выходящие в полость масляной магистрали и в полость системы охлаждения, а также некоторые ответственные соединения (болты башмаков, успокоителей и т.п. - см. по тексту), анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К») для надежной герметизации и стопорения соединения. Все неразъемные соединения, например, заглушки блока цилиндров и т.п., также должны ставиться на анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»). Перед нанесением герметика поверхность очистить и обезжирить.
4. Рекомендуется устанавливать новые уплотнительные прокладки. Допускается повторная затяжка прокладки крышки клапанов при обеспечении герметичности.
5. К постановке на двигатель не допускаются:
- шплинты, шплинтовочная проволока и стопорные пластины, бывшие в употреблении;
- пружинные шайбы, потерявшие упругость;
- поврежденные прокладки;
- детали, имеющие на резьбе более двух забитых или сорванных ниток;
- болты и шпильки с вытянутой резьбой;
- болты и гайки с изношенными гранями.
6. Размеры сопрягаемых деталей, а также зазоры и натяги в сопряжениях при сборке двигателя и его узлов приведены в приложении 1. При сборке двигателя соблюдать моменты затяжки резьбовых соединений, приведенные в приложении 2.
7. Необходимые специальные инструменты и приспособления для сборки двигателя приведены в приложении 5.
Очистить все привалочные поверхности блока от прилипших и порванных при разборке прокладок.
Закрепить блок цилиндров на стенде (рис.83), внимательно осмотреть зеркало цилиндров, при необходимости следует снять шабером неизношенный поясок над верхним компрессионным кольцом. Металл следует снимать вровень с изношенной поверхностью цилиндра.
Вывернуть пробки масляного канала и продуть все масляные каналы сжатым воздухом. Завернуть пробки на место.
Вывернуть пробки грязеуловительных полостей шатунных шеек коленчатого вала и удалить из них отложения, для чего промыть полости и каналы раствором каустической соды (NaOH), нагретым до плюс 80 ОС, и металлическим ёршиком тщательно прочистить полости и каналы. Промыть полости керосином и высушить сжатым воздухом, после чего завернуть пробки на место моментом 37...51 Н.м (3,8...5,2 кгс'м), предварительно нанеся на их резьбовую поверхность анаэробный герметик «Стопор-9» или аналогичный («Гермикон-9», «Euroloc 6638»).
Проверить состояние рабочих поверхностей коленчатого вала. Забоины, задиры и другие наружные дефекты не допускаются.
Протереть салфеткой постели под вкладыши в блоке и в крышках коренных подшипников.
Установить в постели блока вкладыши коренных подшипников верхние (с канавками и отверстиями), а в постели крышек - нижние (без канавок), протереть вкладыши салфеткой и смазать их маслом, применяемым для двигателя.
Протереть салфеткой коренные и шатунные шейки коленчатого вала, смазать их чистым маслом и установить коленчатый вал в блок цилиндров.
Смазать моторным маслом и установить полушайбы упорного подшипника, ориентируя их поверхностью с канавками в сторону коленчатого вала:
- верхние - в проточки третьей коренной постели;
- нижние - вместе с крышкой третьего коренного подшипника. Выступы нижних полушайб должны зайти в пазы крышки.
Внимание!
Пластмассовые полушайбы подлежат установке только в передние (ближайшие к переднему торцу блока цилиндров) проточки коренной постели и крышки опоры, ориентируя поверхностью с канавками к щеке коленчатого вала.
Установить крышки остальных опор на соответствующие коренные шейки, завернуть и затянуть болты крепления крышек коренных подшипников моментом 98...107, 9 Н-м (10...11 кгс^м) (рис.84).
На нижних поверхностях 1, 2 и 4 коренных крышек выбиты их порядковые номера. На нижней поверхности крышки третьей коренной опоры расположено резьбовое отверстие для крепления держателя масляного насоса, а на боковых поверхностях - проточки и пазы для установки полушайб. Крышки коренных опор устанавливаются согласно их нумерации, ориентируясь так, чтобы пазы под ус вкладыша в крышке и блоке располагались с одной стороны.
Рис.83. Установка блока цилиндров

Рис.84. Установка крышек коренных подшипников
на стенд
Провернуть коленчатый вал, вращение его должно быть свободным при небольшом усилии.
Проверить величину осевого зазора коленчатого вала (рис.85), который должен быть не более 0,36 мм. Для неизношенных коленчатого вала и полушайб упорного подшипника зазор составляет 0,06?.. .0,27 мм. При превышении осевого зазора максимально допустимой величины заменить упорные полушайбы на новые или ремонтные, увеличенной на 0,13 мм толщины, и вновь замерить величину осевого зазора. Если при замере он окажется более 0,36 мм, заменить коленчатый вал.
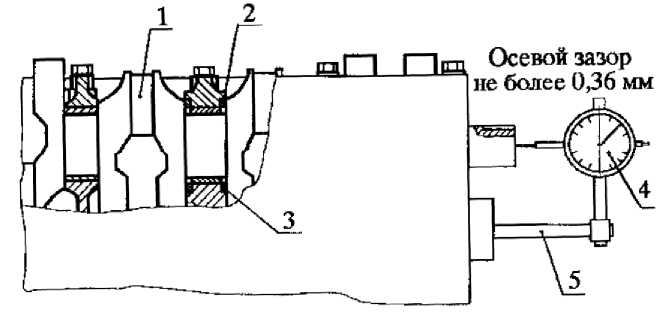
Рис.85. Проверка осевого зазора коленчатого вала:
1 - коленчатый вал; 2 - полушайба упорного подшипника коленчатого вала нижняя; 3 - полушайба упорного подшипника коленчатого вала верхняя; 4 - индикатор; 5 - штатив
Взять сальникодержатель с сальником заднего конца коленчатого вала, проверить пригодность сальника к дальнейшей работе. Если сальник имеет изношенную рабочую кромку или слабо охватывает фланец коленчатого вала - заменить его новым.
Запрессовку сальника в сальникодержатель рекомендуется производить при помощи оправки (рис.86). Сальник (резиновая манжета с пружиной) должен быть установлен пыльником наружу двигателя, рабочей кромкой, охватываемой пружиной, внутрь. Перед запрессовкой на наружную поверхность сальника нанести смазку «Литол-24», для облегчения запрессовки.
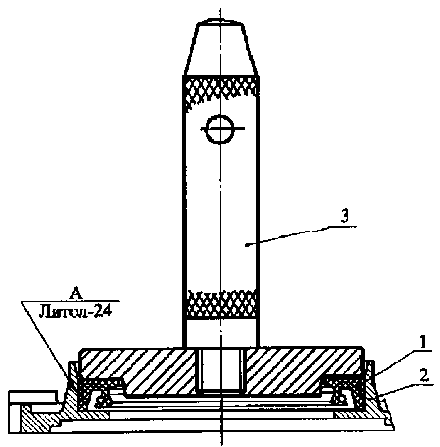
Рис.86. Запресовка сальника в сальникодержатель:
1 - сальник; 2 - сальникодержатель; 3 - оправка
Заполнить на 2/3 полости между рабочей кромкой и пыльником резиновой манжеты смазкой «ЦИАТИМ-221», установить и закрепить сальникодержатель с прокладкой к блоку цилиндров (рис.87).
Установить маховик на задний конец коленчатого вала, совместив отверстие в маховике под штифт с установочным штифтом, запрессованным во фланец коленчатого вала (рис.88).
Установить шайбу болтов маховика, наживить и затянуть болты моментом 70,6... 78,4 Н^м (7, 2...8, 0 кгс-м).
Запрессовать втулку распорную и подшипник в гнездо маховика. Подшипник запрессовывать, прикладывая усилие к наружному кольцу. Запрессовка за
внутреннее кольцо приведет к повреждению подшипника.
Рис.87. Установка сальникодержателя
коленчатого вала
Рис.88. Установка маховика
Подобрать поршни к цилиндрам
Поршни по наружному диаметру юбки и цилиндры по внутреннему диаметру сортируются на пять размерных групп. Поршни маркируются буквами на днище (рис.89). Буква обозначения размерной группы диаметра цилиндра наносится краской на заглушках на левой стороне блока цилиндров.
Могут устанавливаться поршни номинального диаметра 95,5 мм и первого ремонтного размера 96,0 мм (имеют маркировку «АР»).
Поршни могут сортироваться на 2 группы по массе. Группа более тяжёлых поршней имеет маркировку знаком «©» на днище. В двигатель должны устанавливаться поршни одной группы по массе.
Поршни к цилиндрам должны быть подобраны группа в группу, в соответствии с табл.11.
Таблица 11
Размерные группы поршней и цилиндров блока
|
Ремонтное увеличение |
Обозначение группы |
Диаметр, мм | |
|
Поршня (юбка) |
Цилиндра | ||
|
А* |
95,488 - 95,500 |
95,536 - 95,548 | |
|
B |
95,500 - 95,512 |
95,548 - 95,560 | |
|
— |
C |
95,512 - 95,524 |
95,560 - 95,572 |
|
D |
95,524 - 95,536 |
95,572 - 95,584 | |
|
E |
95,536 - 95,548 |
95,584 - 95,596 | |
|
А* |
95,988 - 96,000 |
96,036 - 96,048 | |
|
B |
96,000 - 96,012 |
96,048 - 96,060 | |
|
0,5 |
C |
96,012 - 96,024 |
96,060 - 96,072 |
|
D |
96,024 - 96,036 |
96,072 - 96,084 | |
|
E |
96,036 - 96,048 |
96,084 - 96,096 | |
Допускается подбор поршней к цилиндрам, в том числе к работавшим цилиндрам без их обработки, из соседних групп при прохождении поршнем нижеприведенной проверки.
Рекомендуется проверить пригодность поршня для работы в цилиндре, как указано далее:
1) Поршень в перевернутом положении под действием собственной массы или под действием лёгких толчков пальцев руки должен медленно опускаться по цилиндру.
2) Замерить усилие протягивания динамометром ленты-щупа толщиной 0,05 мм и шириной 10 мм, опущенного на глубину 35 мм между стенкой цилиндра и вставленным в него в перевернутом положении поршнем. Нижний край юбки поршня должен быть углублен на 10 мм относительно верхнего торца блока.
Ленту - щуп размещать в плоскости, перпендикулярной оси поршневого пальца, т.е. по наибольшему диаметру поршня. Усилие при протягивании ленты-щупа должно быть 29.. .39 Н (3.. .4 кгс) для новых цилиндров и поршней.
Замеры цилиндров, поршней и протяжку поршней производить при температуре деталей плюс 20 ± 3 ОС.
Подобрать пальцы к поршням и шатунам и собрать поршни с шатунами
и пальцами
Поршни по диаметру отверстия под палец сортируются на 2 размерные группы и маркируются римской цифрой на днище.
Шатуны по диаметру отверстия втулки под палец сортируются на 4 размерные группы и маркируются краской на стержне в зоне поршневой головки.
Поршневые пальцы по наружному диаметру могут сортироваться на 5 размерных групп, которые маркируются краской или латинскими буквами на торце, и на 2 размерные группы, которые маркируются римской цифрой на торце.
На ранних двигателях группы обозначались буквами русского алфавита - «А», «Б», «В», «Г», «Д» соответственно
Поршневые пальцы с разбивкой на 5 размерных групп должны быть подобраны к поршням и шатунам в соответствии с табл.12. Поршневые пальцы с разбивкой на 2 размерные группы - в соответствии с табл. 13.
Таблица 12 Соответствие пальцев с разбивкой
на 5 размерных групп поршням и шатунам
|
Диаметр, мм |
Маркировка | |||||
|
Отверстия |
Пальца |
Пальца |
Шатуна |
Поршня | ||
|
В бобышке поршня |
Во втулке шатуна |
краской |
буквой | |||
|
22,000-22,005 |
22,0045-22,0070 |
21,9975-22,0000 |
белый |
W |
белый |
I |
|
21,9950-21,9975 |
зеленый |
G | ||||
|
22,0020-22,0045 |
21,9950-21,9975 |
зеленый |
G |
зеленый | ||
|
21,9925-21,9950 |
желтый |
Y | ||||
|
21,995-22,000 |
21,9995-22,0020 |
21,9925-21,9950 |
желтый |
Y |
желтый |
II |
|
21,9900-21,9925 |
красный |
R | ||||
|
21,9970-21,9995 |
21,9900-21,9925 |
красный |
R |
красный | ||
|
21,9875-21,9900 |
синий |
B | ||||
Таблица 13 Соответствие пальцев с разбивкой
на 2 размерные группы поршням и шатунам
|
Диаметр, мм |
Маркировка | |||
|
Пальца |
Отверстия |
Шатуна |
Поршня и пальца | |
|
В бобышке поршня |
Во втулке шатуна | |||
|
21,990-21,995 |
22,000-22,005 |
22,0045-22,0070 |
белый |
I |
|
22,0020-22,0045 |
зеленый | |||
|
21,985-21,990 |
21,995-22,000 |
21,9995-22,0020 |
желтый |
II |
|
21,9970-21,9995 |
красный | |||
Шатуны в сборе с крышкой по массе сортируются на четыре группы и маркируются краской на крышке шатуна. Цвет маркировки:
- белый - соответствует массе шатуна 900.. .905 г;
- зелёный - 895... 900 г;
- жёлтый - 890.895 г;
- голубой - 885.890 г.
Для установки в двигатель следует брать шатуны одной группы по массе.
Разница массы устанавливаемых в двигатель узлов (поршень с шатуном) не должна превышать 22 грамма.
Смазать поршневой палец маслом, применяемым на двигателе, и вставить в отверстия поршня и шатуна. Шатуны и поршни при сборке с поршневым пальцем должны быть сориентированы следующим образом: надпись «FRONT» или «ПЕРЕД» на поршне, выступ А на кривошипной головке шатуна должны быть направлены в одну сторону (рис. 89).
Маркировка группы шатуна по массе
Маркировка размерной группы отверстия шатуна под поршневой палец
Маркировка номера цилиндра
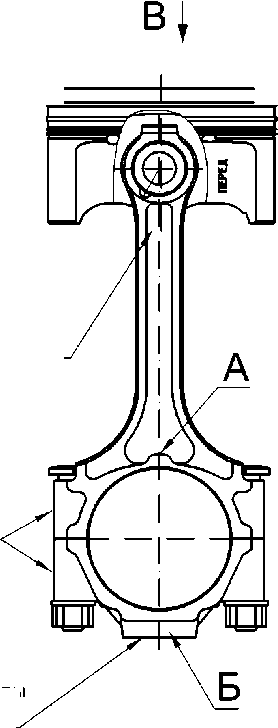
Маркировка размерной группы диаметра юбки поршня
Рис.89. Маркировка шатуна и поршня
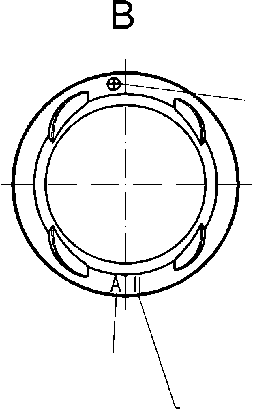
Маркировка размерной группы диаметра отверстия под поршневой палец
Маркировка группы поршня по массе
Проверить зазор в стыке поршневых колец, зазор между кольцом
и канавкой и установить кольца на поршень:
Замерить тепловой зазор в стыке колец (рис.90), помещенных в верхнюю неизношенную часть цилиндра (от верхней кромки цилиндра до места расположения первого компрессионного кольца при нахождении поршня в ВМТ), который должен быть не более 1,5 мм. Поверхность цилиндра предварительно очистить от нагара. Установка изношенных колец с зазором более 1,5 мм приведет к повышенному угару масла.
Рис.90. Замер теплового зазора в стыке поршневых колец
Очистить днища поршней и канавки для поршневых колец от нагара.
Замерить щупом боковой зазор между компрессионными кольцами и стенкой поршневой канавки (рис.91). Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм. Больший зазор приведет к увеличенному угару масла за счет «насосного» действия колец. Заменить, при необходимости, изношенное кольцо или поршень.
Рис.91. Проверка бокового зазора между поршневым кольцом и канавкой в поршне
Надеть с помощью приспособления (рис.91) поршневые кольца на поршень. Нижнее компрессионное кольцо устанавливать надписью «TOP» (верх) или маркировкой товарного знака предприятия-изготовителя в сторону днища (верха) поршня. Кольца в канавках должны свободно перемещаться.
Рис.92. Установка поршневых колец на поршень
Вставить поршни в цилиндры следующим образом:
- сориентировать поршень с шатуном таким образом, чтобы надпись «FRONT» или «ПЕРЕД» на поршне была обращена в сторону переднего торца блока цилиндров;
- протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши;
- повернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ;
- смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом, применяемым для двигателя;
- развести замки поршневых колец: замки компрессионных колец сместить на 180° друг относительно друга, замки кольцевых дисковых элементов маслосъемного кольца установить один к другому под углом 180° и под углом 90° к замкам компрессионных колец. Замок пружинного расширителя установить под углом 45° к замку одного из кольцевых дисковых элементов;
- с помощью специальной оправки с внутренней конусной поверхностью сжать кольца и вставить поршень в цилиндр (рис.93).
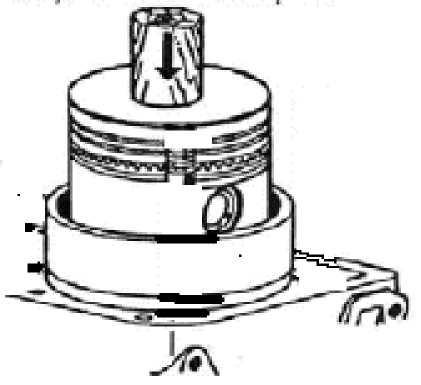
Рис.93. Установка поршня с кольцами в цилиндр
Перед установкой поршня следует еще раз проверить правильность положения поршня и шатуна в цилиндре.
Подтянуть шатун за кривошипную головку к шатунной шейке и надеть крышку шатуна. Крышка шатуна на шатун должна быть установлена так, чтобы уступ Б (рис.89) на крышке шатуна и выступ А на кривошипной головке или пазы под вкладыши располагались с одной стороны. Завернуть гайки болтов шатунов динамометрическим ключом моментом 68...75 Н^м (6,8...7,5 кгс^м).
В таком же порядке вставить поршень с шатуном четвертого цилиндра.
Повернуть коленчатый вал на 180о и вставить поршни с шатунами второго и третьего цилиндров.
Повернуть несколько раз коленчатый вал, который должен вращаться легко от небольшого усилия.
Закрепить держатель к масляному насосу.
Установить масляный насос с прокладкой на привалочную плоскость блока цилидров и закрепить.
Срезать выступающие над плоскостью блока, крышки цепи и сальникодер-жателя выступающие концы прокладок крышки цепи и прокладки сальникодер-жателя.
Нанести на поверхности сопряжения с масляным картером блока цилиндров, сальникодержателя, крышки цепи силиконовый герметик «Loctite 5900» или аналогичный, предварительно обезжирив поверхности. Установить и закрепить масляный картер.
Установить и закрепить усилитель картера сцепления.
Смазать маслом, применяемым для двигателя, втулки промежуточного вала, установить сегментную шпонку в паз на конце промежуточного вала и установить промежуточный вал в блок цилиндров.
Завернуть два болта в передний фланец промежуточного вала. Установить шестерню с гайкой на задний конец вала, совместив шпоночный паз шестерни со шпонкой, и вращая промежуточный вал за два болта, завернуть гайку шестерни до упора.
Установить и закрепить фланец промежуточного вала.
Смазать маслом, применяемым для двигателя, валик привода масляного насоса и зубья шестерен и вставить валик в отверстие блока до входа в зацепление шестерен привода масляного насоса и промежуточного вала. В отверстие втулки валика привода вставить шестигранный валик привода масляного насоса, так, чтобы он зашел шестигранное отверстие валика масляного насоса.
Установить и закрепить крышку привода масляного насоса с прокладкой.
Проверить легкость вращения промежуточного вала. Вал должен вращаться свободно, без заеданий.
Запрессовать сегментную шпонку в шпоночный паз переднего конца коленчатого вала.
С помощью специального приспособления напрессовать звездочку на коленчатый вал двигателя, ориентируя меткой вперед.
Повернуть коленчатый вал двигателя до совпадения метки на звездочке коленчатого вала с меткой M1 на блоке цилиндров, что будет соответствовать положению поршня первого цилиндра в ВМТ. При этом метка на блоке цилиндров должна быть расположена симметрично относительно оси впадины зубьев звездочки.
Установить нижний успокоитель цепи, не затягивая болты крепления окончательно, предварительно нанеся на резьбу болтов анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»).
Надеть нижнюю цепь на ведомую звездочку (число зубьев 38) промежуточного вала и на звездочку коленчатого вала двигателя. Установить звездочку с цепью на промежуточный вал, при этом метка на ведомой звездочке промежуточного вала должна совпасть с меткой М2 на блоке цилиндров, а ведущая ветвь цепи, проходящая через успокоитель, должна быть натянута.
Установить ведущую звездочку промежуточного вала со штифтом и закрепить обе звездочки на промежуточном валу болтами моментом 24,5...26,5 Н^м (2,5...2,7 кгс^м). Отогнуть четыре угла стопорной пластины на гранях болтов.
Установить башмак натяжения нижней цепи привода распределительных валов и закрепить болтом башмака, предварительно нанеся на резьбу болта анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»).
Внимание!
Избегать нанесения большого количества герметика. Нанесение излишнего количества герметика приведет к его выдавливанию из резьбы и неподвижности башмака натяжения цепи на оси.
Нажимая на башмак, натянуть цепь, проверить правильность установки звездочек по меткам и затянуть болты нижнего успокоителя. После установки нижней цепи не допускается вращение коленчатого вала до момента установки цепи привода распределительных валов и гидронатяжителей.
Установить опору верхнего башмака натяжения цепи и закрепить болтами, предварительно нанеся на резьбу болтов анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»).
Установить башмак натяжения верхней цепи привода распределительных валов и закрепить болтом башмака на опоре, предварительно нанеся на резьбу болта анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»).
Надеть на ведущую звездочку промежуточного вала верхнюю цепь привода распределительных валов.
Нанести на блок цилиндров вокруг установочной втулки крышки цепи на правой стороне блока (внутри которой находится канал подачи масла к нижнему гидронатяжителю) силиконовый герметик «Юнисил Н70» или аналогичный.
Взять крышку цепи с сальником, проверить пригодность сальника к дальнейшей работе. Если сальник имеет изношенную рабочую кромку или слабо охватывает ступицу шкива-демпфера - заменить его новым. Запрессовку сальника в крышку цепи рекомендуется производить при помощи оправки.
Сальник устанавливать пыльником наружу двигателя, рабочей кромкой, охватываемой пружиной внутрь. Перед запрессовкой на наружную поверхность сальника нанести смазку «Литол-24» для облегчения запрессовки.
Заполнить на % полость между рабочей кромкой и пыльником сальника крышки цепи смазкой «ЦИАТИМ-221».
Удерживая цепь второй ступени от соскакивания со звездочки промежуточного вала, установить и закрепить крышку цепи с прокладками и нижний кронштейн генератора.
Установить и закрепить водяной насос с прокладкой к крышке цепи, затянув болт крепления водяного насоса к крышке цепи.
Смазать чистым маслом, применяемым для двигателя, отверстие под гидронатяжитель в крышке цепи и установить «заряженный» гидронатяжитель (или гидронатяжитель с адаптером) до касания в упор башмака, но не нажимать, с целью исключения срабатывания фиксатора гидронатяжителя.
Установить в крышку шумоизоляционную шайбу, закрыть гидронатяжитель крышкой с прокладкой, вставить болты (нижний болт со скобой крепления провода датчика синхронизациии) и затянуть болты крепления крышки.
Через отверстие в крышке гидронатяжителя оправкой нажать на гидронатяжитель, перемещая его до упора, затем отпустить, при этом стопорное кольцо на плунжере выйдет из зацепления с корпусом гидронатяжителя и даст возможность плунжеру и корпусу перемещаться под действием пружины. Корпус переместится до упора, а цепь через башмак натяжения цепи будет натянута.
Завернуть пробку в крышку гидронатяжителя, предварительно нанеся на резьбу пробки анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»).
Срезать выступающие над плоскостью блока цилиндров и крышки цепи концы прокладок крышки цепи.
Нанести на места стыков блока цилиндров с крышкой цепи силиконовый герметик «Юнисил Н70» или аналогичный.
Установить на штифты блока цилиндров и шпильки крышки цепи прокладку головки цилиндров.
На патрубок водяного насоса установить шланг, соединяющий патрубок водяного насоса с корпусом термостата.
Установить головку цилиндров на блок цилиндров. Смазать резьбу болтов крепления головки цилиндров моторным маслом. Произвести затяжку болтов крепления головки цилиндров в последовательности, указанной на рис.94, в два этапа:
- затянуть болты моментом 33...37 Н^м (3,3...3,7 кгс^м);
- выдержать не менее 1 мин;
- окончательно затянуть болты доворотом на угол 90 °.
Внимание!
Во избежание гидроудара при затягивании болтов и возникновения трещин в блоке цилиндров, масло в резьбовых колодцах блока должно отсутствовать.
Завернуть болты крепления головки цилиндров к крышке цепи.
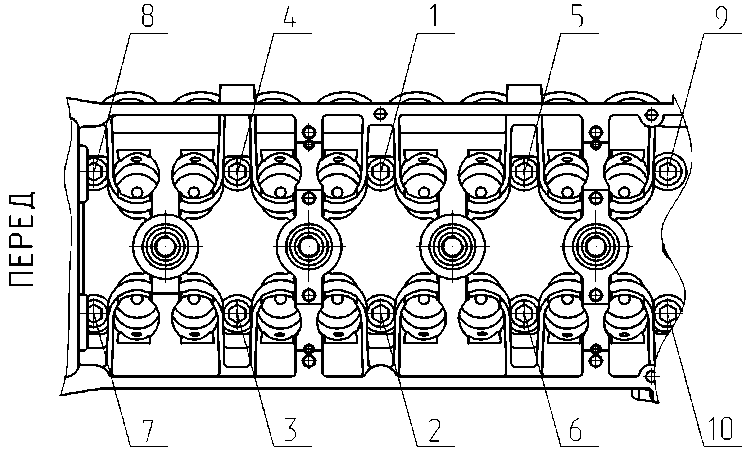
Рис.94. Последовательность затяжки болтов крепления головки цилиндров
Отвернуть болты и снять крышки распределительных валов, протереть салфеткой постели под распределительные валы в головке и в крышках, перед установкой крышек смазать резьбу болтов чистым моторным маслом.
Смазать маслом, применяемым для двигателя, отверстия в головке под гидротолкатели и установить гидротолкатели в головку цилиндров. При ремонте двигателя без замены гидротолкателей следует устанавливать их в соответствии с их расположением перед разборкой. При выходе гидротолкателя из строя он подлежит замене, так как не ремонтируется. Вынимать гидротолкатели необходимо присоской или магнитом.
Установить распределительные валы на головку цилиндров, предварительно смазав постели в головке маслом, применяемым для двигателя.
Впускной и выпускной распределительные валы можно отличить по тому, куда установлен штифт 1 (рис.95) во фланце переднего конца вала. У впускного распределительного вала штифт устанавливается в левое отверстие, у выпускного
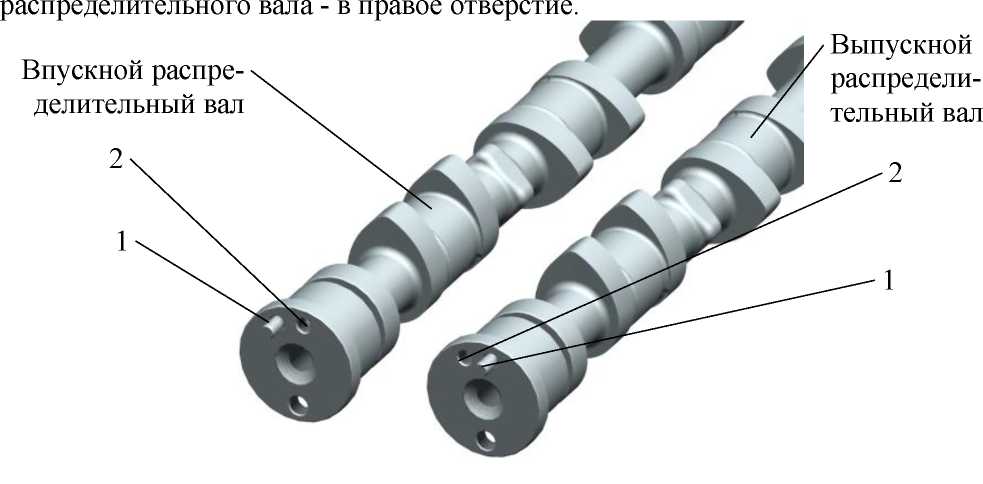
Рис.95. Впускной и выпускной распределительные валы:
1 - штифт; 2 - отверстие
Распределительный вал впускных клапанов устанавливается штифтом на звездочке вверх, а распределительный вал выпускных клапанов - штифтом звездочки вправо. За счет углового расположения кулачков данные положения распределительных валов являются устойчивыми.
Смазать опорные шейки валов чистым моторным маслом, применяемым для двигателя.
Установить переднюю крышку распределительных валов с установленными в ней упорными фланцами на установочные втулки, при этом за счет продольного перемещения распределительных валов обеспечить установку упорных фланцев в канавки. Перед установкой упорный фланец смазать чистым моторным маслом, применяемым для двигателя;
Установить крышки № 1 и № 3 распределительных валов и предварительно затянуть болты крепления крышек до соприкосновения поверхности крышек с верхней плоскостью головки цилиндров.
Установить остальные крышки в соответствии с маркировкой и затянуть болты крепления крышек предварительно.
Внимание! Во избежание поломки крышек болты крепления затягивать постепенно и попеременно.
Завернуть болты крепления крышек распределительных валов окончательно моментом 18,6.22,6 Н^м (1,9...2,3 кгс^м).
Крышки распределительных валов должны устанавливаться соответственно их нумерации, ориентируясь круглыми бобышками с номерами наружу двигателя
(рис.96). Данная ориентация крышек связана с несимметричным расположением канавки масляного канала в крышках.
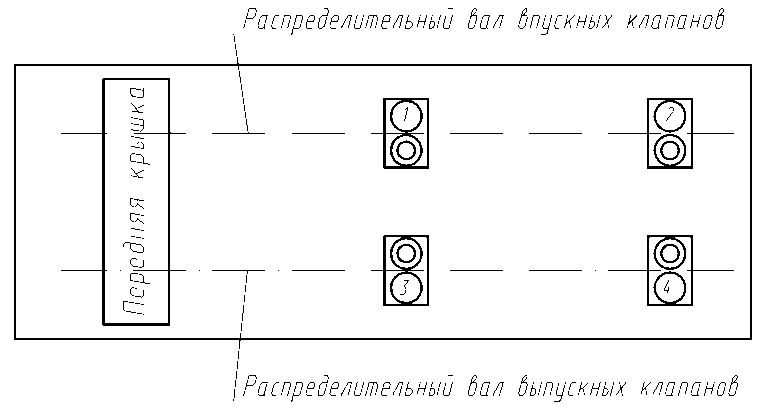
Рис.96. Схема установки крышек распределительных валов
Смазать все кулачки распределительных валов моторным маслом и проверить вращение каждого распределительного вала в опорах, для чего провернуть распределительный вал ключом за специальный четырехгранник на распределительном валу до положения полного сжатия пружин клапанов одного из цилиндров. При дальнейшем повороте распределительный вал должен самостоятельно провернуться под действием клапанных пружин до положения касания следующих кулачков с толкателями.
После проверки легкости вращения распределительных валов поворотом сориентировать их так, чтобы установочные штифты под звездочки располагались ориентировочно горизонтально и были направлены в разные стороны. Данные положения распределительных валов являются устойчивыми и обеспечиваются угловым расположением кулачков.
Установку углового положения распределительных валов начинать с выпускного вала. Для этого, накинув на звездочку выпускного распределительного вала (с одной установочной меткой) приводную цепь, установить звездочку на фланец и штифт распределительного вала, при этом для совпадения штифта и отверстия на звездочке повернуть распределительный вал за четырехгранник по часовой стрелке.
Поворотом выпускного распределительного вала против часовой стрелки натянуть ведущую ветвь цепи, при этом метка на звездочке должна совпасть с верхней плоскостью головки цилиндров. При этом коленчатый вал должен оставаться неподвижным.
Для угловой установки впускного распределительного вала накинуть на звездочку впускного распределительного вала (с двумя установочными метками -для привода распределительных валов с зубчатыми цепями) приводную цепь, установить звездочку на фланец и штифт распределительного вала при слегка провисшей ветви цепи между звездочками.
Поворотом впускного распределительного вала против часовой стрелки натянуть цепь, при этом метки на звездочке должна совпасть с верхней плоскостью головки цилиндров.
Установить и завернуть моментом 54,9.60,8 Н^м (5,6...6,2 кгс^м) болты крепления звездочек, удерживая распределительные валы от проворачивания ключом за четырехгранник.
Установить гидронатяжитель верхней цепи привода распределительных валов аналогично установке гидронатяжителя нижней цепи.
Установить средний и верхний успокоители цепи, не заворачивая болты крепления окончательно, нанеся предварительно на резьбу болтов анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Герми-кон-2К»).
Поворотом коленчатого вала двигателя по ходу вращения натянуть рабочие ветви цепи второй ступени и окончательно закрепить средний и верхний успокоители цепи.
Напрессовать с помощью специального приспособления шкив-демпфер на передний конец коленчатого вала до упора, совместив паз ступицы шкива-демпфера со шпоночным пазом коленчатого вала.
Вставить пробку уплотнительную в шпоночный паз и запрессовать шпонку шкива-демпфера коленчатого вала. Шпонку в паз запрессовывать полусферическим концом вперед.
Завернуть стяжной болт коленчатого вала моментом 166,6...196,6 Н^м (17...20 кгс^м).
По окончании сборки произвести контроль установки распределительных валов. Для этого провернуть коленчатый вал двигателя по ходу вращения на два оборота до совпадения метки (риски) на демпфере шкива коленчатого вала с выступом на крышке цепи. При этом метки на звездочках распределительных валов должны совпасть с верхней плоскостью головки цилиндров.
При ремонте двигателя, связанным со снятием распределительных валов, головки цилиндров и звездочек промежуточного вала, установку привода распределительных валов производить, как указано выше.
В случае, если при ремонте не снимаются звездочки промежуточного вала и крышка цепи, то перед разборкой необходимо установить поршень 1-го цилиндра в положение ВМТ на такте сжатия, при этом метка на шкиве-демпфере коленчатого вала должна совпасть с выступом на крышке цепи, а метки на звездочках распределительных валов должны быть расположены горизонтально, направлены в разные стороны и совпадать с верхней плоскостью головки цилиндров.
После снятия распределительных валов и головки цилиндров поворот коленчатого вала может быть только с возвратом в исходное положение или с поворотом на 2 оборота коленчатого вала. Поворот коленчатого вала на 1 оборот даже при совпадении меток на шкиве и крышке цепи приведет к неправильной установке фаз газораспределения. При неправильной установке распределительных валов и звездочек метки на звездочках не будут совпадать с верхней плоскостью головки цилиндров. В этом случае необходимо снять звездочки, провернуть коленчатый вал по ходу вращения на 1 оборот и повторить установку звездочек как указано выше.
Установить и закрепить шкив водяного насоса с отражателем.
Установить и закрепить переднюю крышку головки цилиндров с прокладкой.
Установить корпус термостата в шланг термостата и закрепить корпус термостата с прокладкой к головке цилиндров, затянуть хомуты шланга.
При необходимости установки трубки указателя уровня масла нанести на поверхность нижнего конца трубки указателя уровня масла анаэробный герметик «Loctite-638» или «Euroloc 6638» либо аналогичный. Запрессовать трубку указателя уровня масла в отверстие блока цилиндров до упора и установить указатель.
Установить выпускной коллектор с прокладкой и задний кронштейн подъема двигателя на шпильки головки цилиндров. Наживить и затянуть все, кроме последней, гайки крепления коллектора.
Установить на штуцер водяного насоса шланг, соединяющий насос с трубкой забора охлаждающей жидкости, и закрепить хомутом.
Надеть на трубку забора охлаждающей жидкости скобу. Вставить трубку забора охлаждающей жидкости в шланг, надетый на штуцер водяного насоса, и надеть скобу на последнюю шпильку коллектора. Закрепить скобу затяжкой гайки и затянуть хомут шланга.
Установить теплоизоляционный экран на шпильки выпускного коллектора и закрепить гайками.
Установить пробку слива охлаждающей жидкости, предварительно нанеся на резьбу анаэробный герметик «Фиксатор-6» (или аналогичный: «Стопор-6», «Техногерм-5», «Гермикон-2К») или силиконовый герметик «Юнисил-Н70».
Установить и закрепить крышку клапанов с прокладкой крышки и уплотнителями свечных колодцев. Болты крышки клапанов завернуть моментом 4,9...6,9 Н^м (0,5...0,7 кгс^м) в последовательности в соответствии с рис.97.
Установить на крышку клапанов держатель колодки датчика синхронизации и держатели скоб.
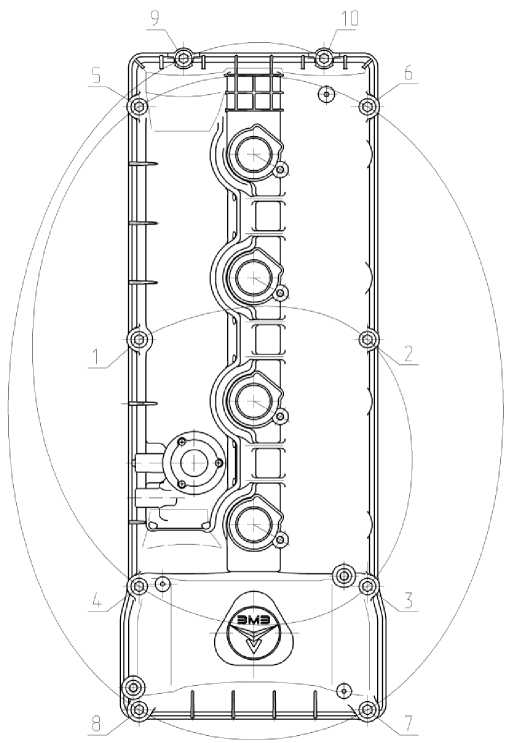
Рис.97. Последовательность затяжки болтов крышки клапанов
Установить и закрепить верхний кронштейн генератора с передним кронштейном подъема двигателя (двигатель без компрессора кондиционера).
Установить и закрепить кронштейн крепления агрегатов с передним кронштейном подъема двигателя (двигатель с компрессором кондиционера).
Установить и закрепить патрубок отопителя с прокладкой болтами к блоку цилиндров, предварительно нанеся на резьбу болтов патрубка анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»).
Установить и закрепить впускную трубу с прокладкой к головке цилиндров.
Установить ресивер с прокладкой на шпильки впускной трубы и закрепить гайками и болтами, предварительно нанеся на резьбу болтов анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»).
Закрепить ресивер к головке цилиндров посредством двух угловых кронштейнов.
Установить на конец трубки вентиляции (с фланцем и резиновым кольцом) угловой шланг вентиляции. Смазать резиновое кольцо трубки вентиляции чистым моторным маслом.
Установить подсобранную трубку вентиляции с угловым шлангом, для чего надеть конец углового шланга на патрубок корпуса клапана разрежения крышки клапанов, затем вставить конец трубки с резиновым кольцом в отверстие ресивера до упора. Фланец трубки должен плотно прилегать к поверхности ресивера. Закрепить трубку к ресиверу болтом моментом 2,0...5,9 Н^м (0,2...0,6) кгс^м, предварительно нанеся на резьбу болта анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»).
Установить на конец трубки вентиляции с обратным клапаном угловой шланг вентиляции. Установить угловой шланг на патрубок крышки клапанов.
1. Смазать резиновые уплотнительные кольца форсунок чистым моторным маслом, установить топливопровод концами форсунок в отверстия впускной трубы и завернуть болты топливопровода.
2. Установить и закрепить к ресиверу дроссельный модуль с прокладкой. Винты крепления дроссельного модуля затягивать крест-накрест (рис.98).
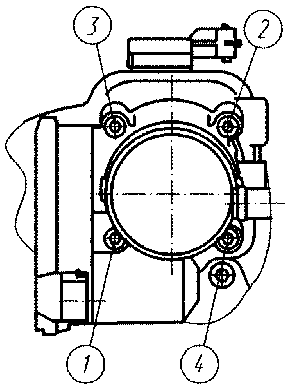
Рис.98. Последовательность затяжки винтов крепления дроссельного модуля
3. Завернуть свечи зажигания. При установке свечей принимать меры предосторожности для того, чтобы не сорвать резьбу головки цилиндров. Свечи должны устанавливаться легким вращением ключа и затем затягиваться моментом 20.. .30 Н^м (2,1...3,1 кгс^м). Установить катушки зажигания и закрепить гайками.
4. Завернуть штуцер масляного фильтра. Установить масляный фильтр. Перед установкой фильтра смазать моторным маслом резиновую прокладку фильтра. Навернуть фильтр на штуцер до касания резиновой прокладкой фильтра поверхности блока цилиндров и затем довернуть рукой на % оборота.
5. Двигатель без компрессора кондиционера:
- установить на болт крепления генератора втулку крепления генератора;
- совместить отверстия в верхнем кронштейне крепления генератора и проушине генератора и установить болт со втулкой в отверстия верхнего кронштейна крепления генератора и проушины генератора;
- завернуть гайку болта крепления генератора к верхнему кронштейну. Закрепить генератор болтом с гайкой к нижнему кронштейну генератора. Завернуть болт фиксации втулки в отверстии верхнего кронштейна генератора;
- установить автоматический механизм натяжения ремня со штифтом на крышке цепи таким образом, чтобы отогнутый язычок механизма зашел в отверстие крышки цепи, и завернуть винт крепления механизма натяжения, предварительно нанеся на резьбу винта силиконовый герметик «Юнисил Н70» или аналогичный;
- установить ремень на шкивы коленчатого вала, водяного насоса, генератора и автоматического механизма натяжения. Повернуть по часовой стрелке на небольшой угол подвижный рычаг с роликом автоматического механизма натяжения ключом за болт ролика, вынуть штифт и освободить ролик. Ремень натянется автоматически.
6. Двигатель с компрессором кондиционера:
- установить автоматический механизм натяжения ремня на кронштейн крепления агрегатов таким образом, чтобы отогнутый язычок механизма зашел в отверстие кронштейна, и завернуть винт крепления механизма натяжения;
- установить и закрепить кронштейн вспомогательного ролика на крышке цепи и направляющие ролики ремня, предварительно нанеся на резьбу болтов роликов анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»). Установить крышки подшипников роликов;
- установить на болт крепления генератора втулку крепления генератора;
- совместить отверстия в кронштейне крепления агрегатов и проушине генератора и установить болт со втулкой в отверстия кронштейна крепления агрегатов и проушины генератора. Завернуть гайку болта крепления генератора к кронштейну крепления агрегатов. Завернуть болт фиксации втулки в отверстии верхнего кронштейна генератора;
- установить компрессор кондиционера и нижний кронштейн генератора, насос ГУР;
- установить ремень на шкивы коленчатого вала, водяного насоса, генератора, направляющих роликов, компрессора кондиционера, насоса ГУР и ролика автоматического механизма натяжения. Повернуть по часовой стрелке на небольшой угол подвижный рычаг механизма с роликом ключом за болт ролика, вынуть штифт и освободить ролик. Ремень натянется автоматически.
7. Установить датчик сигнализатора аварийного давления масла в головку цилиндров, предварительно нанеся на резьбовую часть датчика анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»).
8. Установить датчик синхронизации в отверстие прилива крышки цепи. Провод датчика уложить в скобу, закрепленную нижним болтом крышки нижнего гидронатяжителя, разъем установить в держатель на крышке клапанов.
9. Установить датчик детонации и закрепить гайкой с пружинной шайбой.
10. Смазать уплотнительное кольцо датчика абсолютного давления и температуры чистым моторным маслом. Установить в отверстие ресивера датчик абсолютного давления и температуры и закрепить его болтом, предварительно нанеся на резьбу болта анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»). Фланец датчика должен плотно прилегать к поверхности ресивера до закрепления болтом.
11. Завернуть датчик температуры охлаждающей жидкости в корпус термостата, предварительно нанеся на резьбовую часть датчика анаэробный герметик «Фиксатор-6» или аналогичный («Стопор-6», «Техногерм-5», «Гермикон-2К»).
На двигателе установлено электрооборудование постоянного тока. Номинальное напряжение в системе 12 В. Приборы электрооборудования подсоединены по однопроводной схеме. С "массой" двигателя соединены все клеммы "-" (минус) приборов и агрегатов электрооборудования.
На двигатели ЗМЗ-40906.10 могут устанавливаться следующие генераторы:
- ААК 5730, 14 V 80 А, 11.203.640 (4052.3701000-01 *) ф.«Isкга»;
- 3212.3771000-10 ОАО «БАТЭ»;
- 5122.3771 14 В 80 А (5122.3771000*) ООО «Прамо Электро»;
для автомобилей с кондиционером:
- 5122.3771000-30 ООО «Прамо-Электро»;
- 3212.3771000 ОАО «БАТЭ».
Генератор предназначен для работы в качестве источника электрической энергии параллельно с аккумуляторной батареей в системе электрооборудования автомобиля.
Генератор переменного тока с электромагнитным возбуждением со встроенным регулятором напряжения и выпрямительным блоком.
Привод генератора осуществляется от шкива коленчатого вала поликлиновым ремнем с передаточным отношением 2,4. Привод показан на рис.6,7.
Направление вращения (со стороны шкива) ...............................правое
Максимальный ток, А 4052.3701000-01
Ток отдачи при напряжении 13 В температуре окружающей среды 25±10 °С при длительном режиме работы и частоте вращения ротора генератора, мин -1:
|
Таблица 14 | |||||
|
Обозначение генератора |
Частота вращения ротора генератора, мин-1 | ||||
|
1500 |
1800 |
2000 |
6000 |
8000 | |
|
4052.3701000-01 |
22 |
40 |
48 |
80 |
82 |
|
3212.3771000-10 |
27 |
- |
50 |
90 |
- |
|
5122.3771000 |
24 |
40 |
48 |
80 |
82 |
|
5122.3771000-30 |
14 |
32 |
45 |
116 |
120 |
|
32112.3771000 |
25,5 |
52 |
65 |
110 |
- |
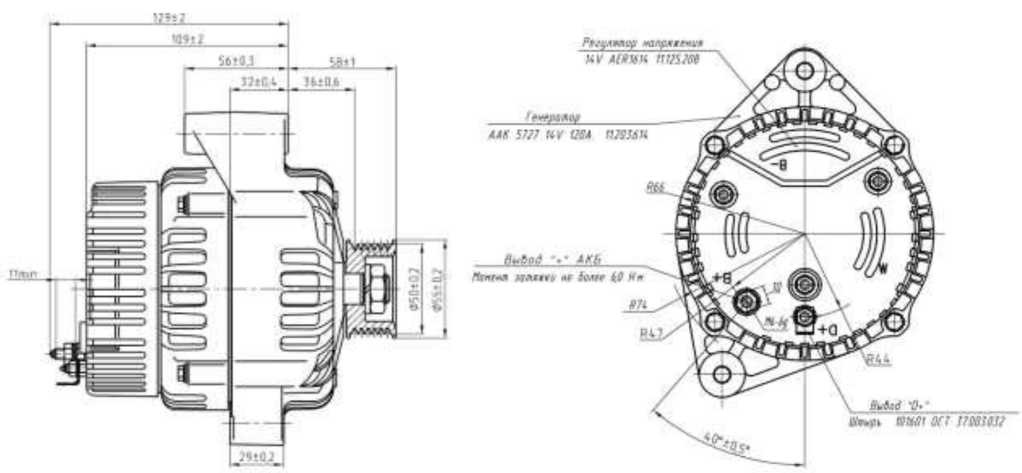
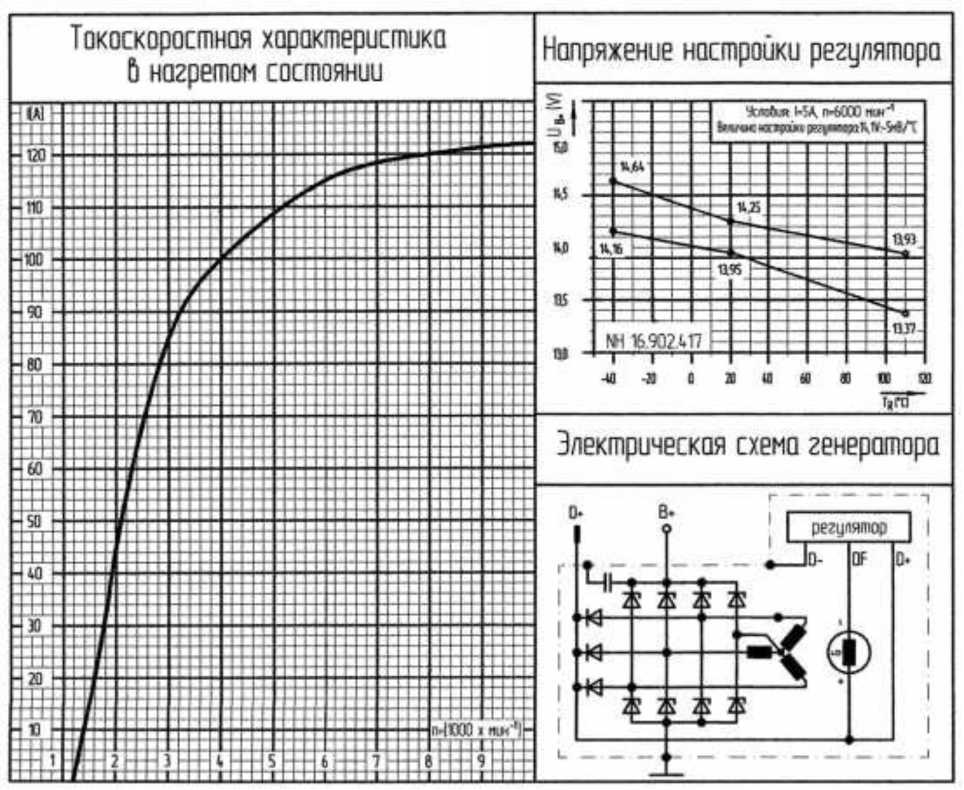
Рис.99. Габаритные размеры и токоскоростная характеристика генератора
5122.3771000-30 ООО СП «Прамо-Электро» (120 А)
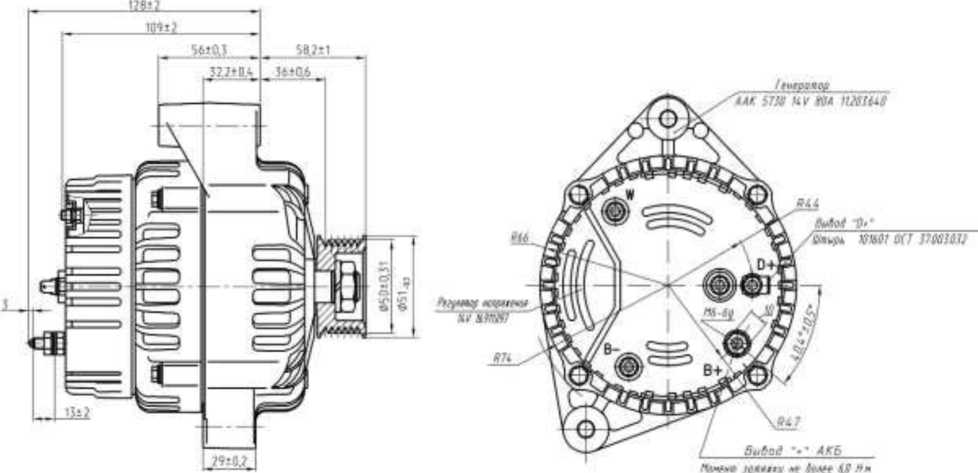
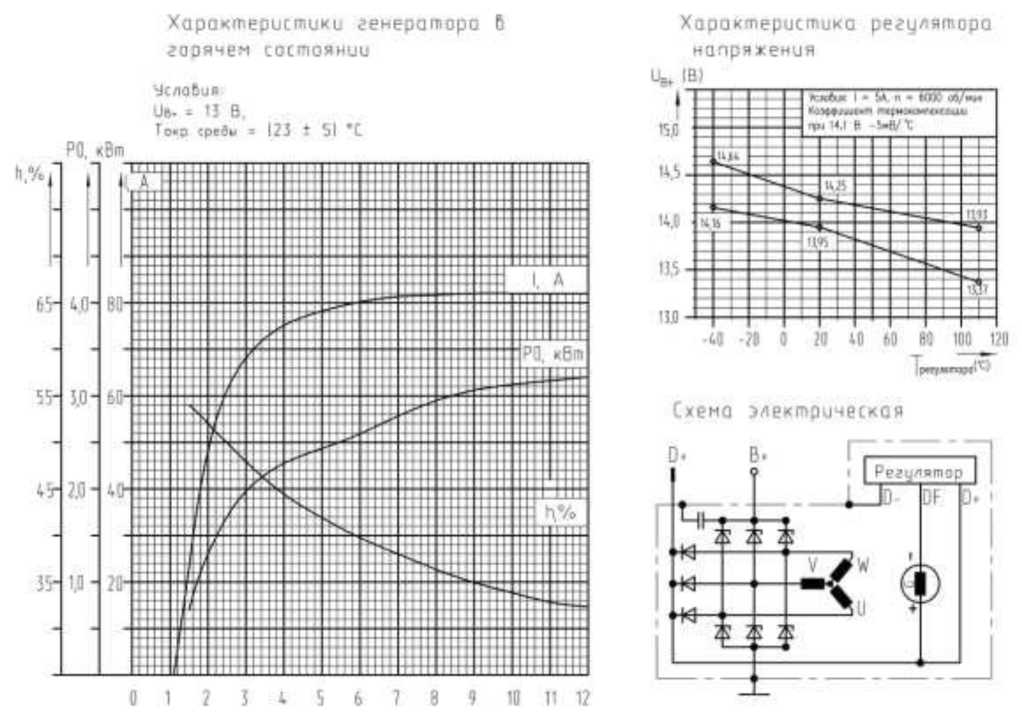
Рис.100. Габаритные размеры и токоскоростная характеристика генераторов 4052.3701000-01 ОАО «Прамо-Искра» и 5122.3771000 ООО СП «Прамо-Электро» (80А)
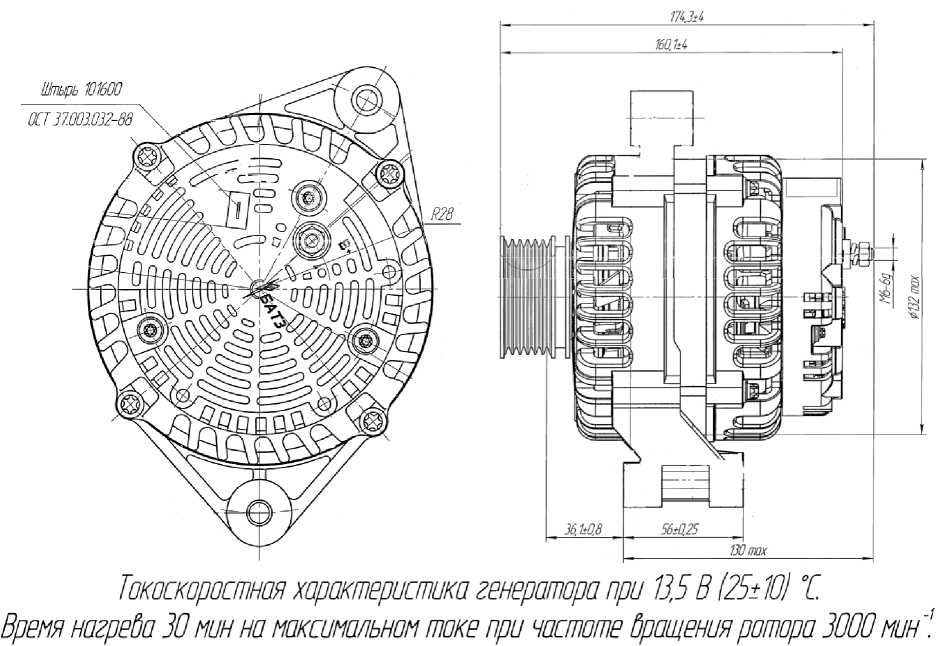
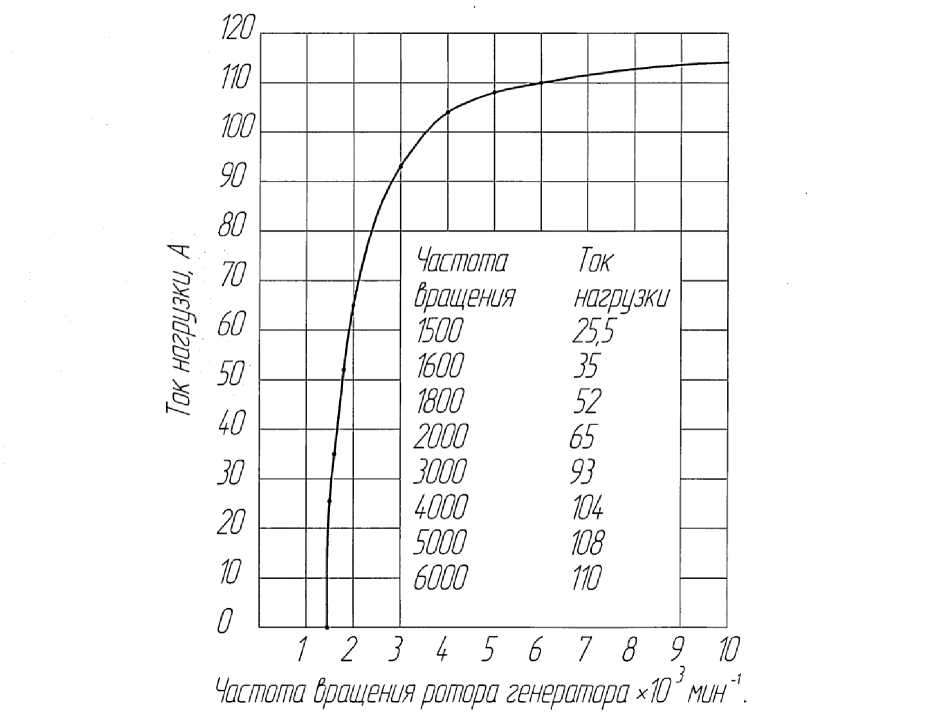
Рис.101. Габаритные размеры и токоскоростная характеристика генератора
32112.3771000 ОАО «БАТЭ» (110А)

Рис.102. Габаритные размеры генератора 3212.3771000-10 ОАО «БАТЭ» (90А)
При эксплуатации генератора недопустимо проверять работоспособность генератора замыканием его выводов на «массу» и между собой, а также попадание на генератор электролита, антифриза и т.д.
Необходимо при эксплуатации следить:
- за состоянием электропроводки, особенно за чистотой и надежностью соединений контактов проводов, подходящих к генератору (при плохих контактах бортовое напряжение может выйти за допустимые пределы);
- за правильным натяжением ремня привода генератора (слабо натянутый ремень не обеспечивает эффективную работу генератора, а натянутый слишком сильно приводит к разрушению его подшипников).
Работоспособность генератора контролируют по сигнализатору неисправности генератора (контроль заряда аккумуляторной батареи) и указателя напряжения, расположенным на комбинации приборов. При нормально работающем генераторе сигнализатор не горит, а стрелка указателя напряжения находится в зеленой зоне шкалы. В случае неисправности работоспособность генератора проверить на стенде.
Периодически необходимо очищать генератор от грязи, проверять надежность его крепления к двигателю и надежность соединений проводов с выводами генератора.
Возможные неисправности и методы их устранения
|
Причина неисправности |
Метод устранения |
|
Лампа сигнализатора неисправности горит постоянно или периодически при движении автомобиля | |
|
Проскальзывает ремень привода генератора Неисправен регулятор напряжения Короткое замыкание обмотки возбуждения генератора Обрыв или короткое замыкание диодов выпрямительного блока |
Отрегулировать натяжение ремня Заменить регулятор напряжения Заменить ротор на станции технического обслуживания (СТО) Заменить выпрямительный блок на СТО |
|
Лампа сигнализатора неисправности генератора не загорается при включенном зажигании | |
|
Неисправен регулятор напряжения Изношены щетки генератора Зависли щетки генератора, окислены контактные кольца Обрыв обмотки возбуждения генератора |
Заменить регулятор напряжения Заменить щетки Очистить от пыли и грязи, протереть кольца тряпкой, смоченной в бензине Заменить ротор на СТО |
|
При работе двигателя загорается сигнализатор разряда аккумуляторной батареи - +, при этом стрелка указателя напряжения находится в левой красной зоне2) или загорается сигнализатор неисправности check3) (код ошибки 0560 или 0562) | |
|
Проскальзывает ремень привода генератора и водяного насоса на больших оборотах Ослаблено крепление наконечников проводов на генераторе и аккумуляторе, поврежден провод Несправен аккумулятор Неисправен регулятор напряжения |
Отрегулировать натяжение ремня Заменить наконечники или заменить провод Заменить аккумулятор Заменить регулятор напряжение |
|
При работе двигателя стрелка указателя напряжения находится в правой красной зоне2) или загорается сигнализатор неисправности “““3) (код ошибки 0563) | |
|
Неисправен регулятор напряжения |
Заменить регулятор напряжения |
|
Причина неисправности |
Метод устранения |
|
Повышенный шум генератора | |
|
Изношены подшипники |
Заменить подшипники на СТО Заменить генератор |
На двигатели ЗМЗ-40906.10 могут устанавливаться следующие стартеры: - 11.131.568 (405.3708000-01*) ООО «Прамо-Электро»;
- 5112.3708000 ОАО «БАТЭ».
Стартер состоит из электродвигателя постоянного тока, планетарного редуктора, привода с муфтой свободного хода роликового типа, электромагнитного тягового реле. Стартер установлен с правой стороны двигателя.
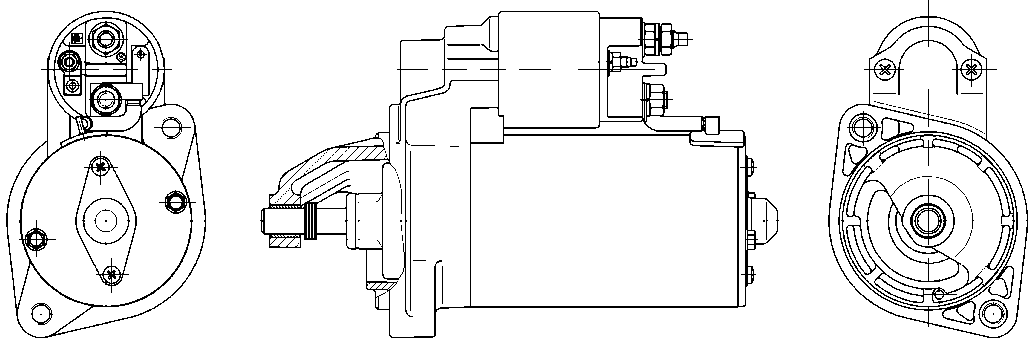
Рис.103. Стартер
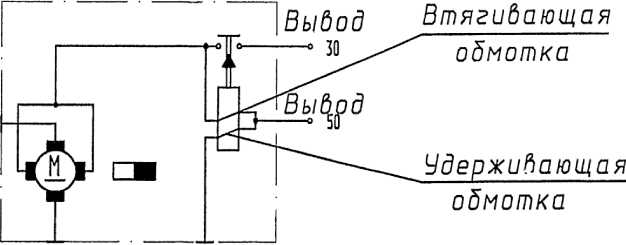
Рис.104. Электрическая схема подключения стартера
|
Характеристика стартера |
405.3708000-01 |
5112.370800 |
|
Номинальное напряжение, В |
12 | |
|
Номинальная мощность, кВт |
1,9 |
1,8 |
Периодически проверяйте чистоту и надежность соединений, очищайте от грязи, проверяйте надежность крепления стартера к двигателю.
Таблица 17
|
Причина неисправности |
Метод устранения |
|
При включении стартер не работает | |
|
Короткое замыкание или обрыв втягивающей обмотки тягового реле, отсутствие электрической цепи между силовыми контактами реле Обрыв или отсутствие контакта в цепи питания «+» или в цепи питания «-» Отсутствует контакт между щетками и коллектором Не работает дополнительное реле стартера Обрыв цепи в стартере |
Заменить тяговое реле Восстановить цепь питания Протереть коллектор чистой тряпкой смоченной в бензине, заменить щетки. Проверить подвижность щеток. Заменить реле Проверить и устранить дефекты стартера или заменить стартер |
|
Коленчатый вал двигателя не проворачивается стартером или вращается медленно | |
|
Разряжена аккумуляторная батарея Замаслен или загрязнен щеточно коллекторный узел Подгорели контакты тягового реле Короткое замыкание в обмотке якоря Плохой контакт двигателя с массой автомобиля или «+» аккумулятора со стартером Неисправен планетарный редуктор Применяемое в двигателе масло не соответствует сезону |
Зарядить батарею Протереть коллектор чистой тряпкой, смоченной в бензине Заменить реле Заменить якорь Обеспечить надежный контакт Произвести ремонт стартера на СТО Заменить масло |
|
После пуска двигателя якорь продолжает вращаться | |
|
Приварилась контактная пластина к контактным болтам Приварились контакты дополнительного реле стартера Неисправен замок зажигания |
Заменить реле Заменить реле Заменить замок зажигания |
|
Причина неисправности |
Метод устранения |
|
При включении стартера тяговое реле не срабатывает | |
|
Разряжена аккумуляторная батарея Неисправно дополнительное реле стартера Обрыв втягивающей обмотки тягового реле Неисправен замок выключателя пуска |
Зарядить батарею Заменить реле Заменить реле Заменить замок выключателя пуска |
|
Якорь стартера вращается, но не проворачивает коленчатый вал | |
|
Неисправен привод |
Заменить привод |
|
Шестерня привода не входит в зацепление с венцом маховика при нормальной работе реле | |
|
Забиты торцы зубьев маховика Заедание шестерни на валу стартера из-за наличия загрязнений или фрезеровка зубьев венца маховика шестерней привода |
Зачистить торцы зубьев венца маховика или заменить его Очистить вал и шлицы от грязи и смазать смазкой «ЦИАТИМ-221» или «ЦИАТИМ-203» |
Внимание!
Запрещается двигать автомобиль стартером. Продолжительность непрерывной работы стартера не должна быть более 15 секунд. Повторно включать стартер можно не ранее чем через 1 минуту, допустимое число повторных включений не более трех. Если двигатель при этом не пускается, необходимо обнаружить и устранить возникшую неисправность.
Датчик аварийного давления масла 6002.3829 или 4021.3829 контактного типа (рис.105). При снижении давления масла до величины срабатывания датчика происходит замыкание контактов внутри датчика и подача напряжения на контрольную лампу.
Лампа аварийного давления масла должна загораться каждый раз при включении зажигания и неработающем двигателе. Если лампа не загорается, то возможно вышел из строя датчик или произошел обрыв в цепи от датчика до сигнализатора. Для проверки отсоединить провод от датчика и замкнуть на массу. Если цепь исправна и неисправен датчик, контрольная лампа на панели приборов должна загореться.
Постоянное горение лампы сигнализатора при работе двигателя (контрольный манометр показывает давление масла выше 1 кгс/см2) может быть следствием неисправности датчика и замыкания на массу в цепи от датчика до лампы сигнализатора. В данном случае следует отсоединить провод от датчика. Если нет замыкания на массу и неисправен датчик, контрольная лампа на панели приборов должна погаснуть.
Правильно работающий новый датчик должен срабатывать при давлении 0,4...0,8 кгс/см2. При снижении давления срабатывания датчика ниже 0,32 кгс/см2 или повышении выше 0,96 кгс/см2 датчик подлежит замене.
Относится к неремонтируемым изделиям.

Рис.105. Датчик аварийного давления масла
Размеры сопрягаемых деталей двигателя
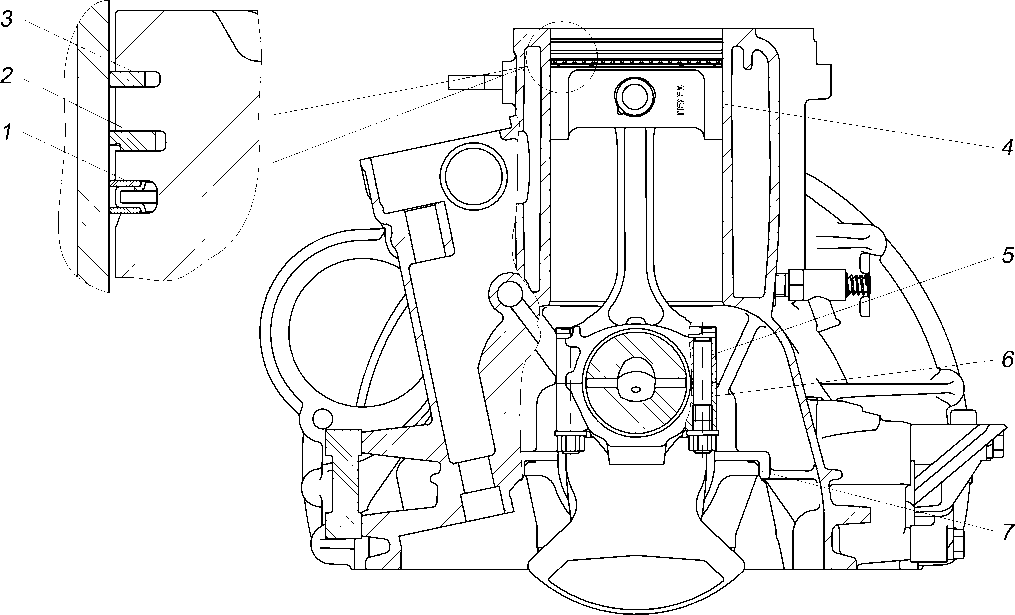
Рис.106. Блок цилиндров и поршень
|
№ сопр. |
Сопрягаемые детали |
Отверстие |
Вал |
Посадка |
|
Поршень - маслосъемное кольцо |
~+0,03 3+ 0,01 |
2х(0,51±0,012) +(1,88±0,05) |
0,204 Зазор 0,036 | |
|
1б2) |
Поршень - маслосъемное кольцо |
,. +0,03 3+ 0,01 |
а -0,05 3- 0,12 |
0 0,150 Зазор 0,060 |
|
2а4) |
Поршень - нижнее компрессионное кольцо |
1 ,05 +0,05 1,75 + 0,03 |
1 „--0,005 1,75 -0,030 |
о_____0,080 Зазор 0,035 |
|
2б2) |
Поршень - нижнее компрессионное кольцо |
1 ,05 +0,05 1,75 + 0,03 |
1 75 - 0,01 1,75 - 0,03 |
о_____0,08 Зазор 0,04 |
|
3а4) |
Поршень - верхнее компрессионное кольцо |
! -+0,06 1,5 + 0,04 |
, _ -0,005 1,5 -0,030 |
о_____0,090 Зазор 0,045 |
|
3б2) |
Поршень - верхнее компрессионное кольцо |
. -+0,06 1,5 + 0,04 |
! ^-0,01 1,5 - 0,03 |
0 0,09 Зазор 0,05 |
|
№ сопр. |
Сопрягаемые детали |
Отверстие |
Вал |
Посадка |
|
4 |
Цилиндр блока - юбка поршня |
ϴ95,5 +0,096 095,5 +0,036 (пять групп через 0,012 мм) |
, +0,048 095,5-0,012 (пять групп через 0,012 мм) |
Зазор 0,066 (подбор) |
|
5 |
Болт шатуна - шатун |
10 15+ °,008 010,15 _о,019 |
01О,15_ о,015 |
Зазор 0,023 Натяг 0,019 |
|
6 |
Болт шатуна - крышка шатуна |
ϴ10,3 + °,043 |
010,15_ОЛ15 |
0 0,208 Зазор 0,150 |
|
7 |
Блок цилиндров - крышка подшипника |
130 О,014 -0,064 |
130-0,018 |
Натяг 0,064 Зазор 0,004 |
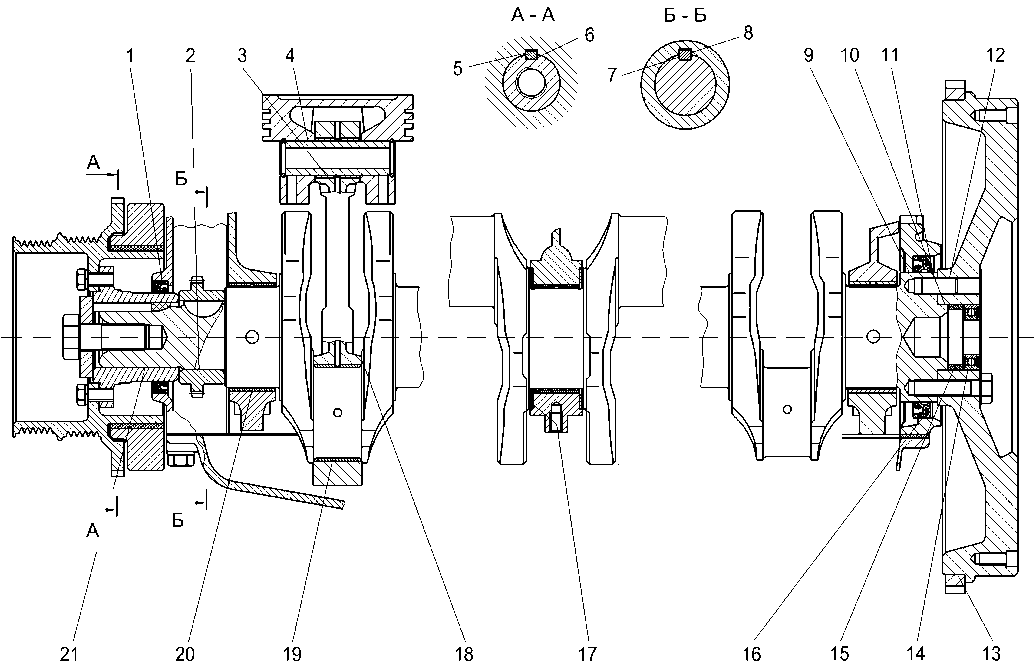
Рис.107. Кривошипно-шатунный механизм
|
№ сопр. |
Сопрягаемые детали |
Отверстие |
Вал |
Посадка |
|
1 |
Крышка цепи - сальник |
070_ о,070 |
070:4 |
ТТ 0,47 Натяг 0,20 |
|
2 |
Звездочка - коленчатый вал |
040+"*"27 |
040: ж |
Зазор 0,018 Натяг 0,027 |
|
№ сопр. |
Сопрягаемые детали |
Отверстие |
Вал |
Посадка |
|
3а1) |
Шатун - поршневой палец |
022 + О,007 022 -0,003 (4 группы через 0,0025 мм) |
022-О,О125 (5 групп через 0,0025 мм) |
о 0,0120 Зазор 0,0045 (подбор) |
|
3б2) |
Шатун - поршневой палец |
ЛЛ99 +0,007 022 -0,003 (4 группы через 0,0025 мм) |
022 -0,005 022 -0,015 (2 группы через 0,005 мм) |
0 0,017 Зазор 0,007 (подбор) |
|
4а6) |
Поршень - поршневой палец |
022±0,005 (2 группы через 0,005 мм) |
022-О,О125 (5 групп через 0,0025 мм) |
Зазор0,0125 (подбор) |
|
4б7) |
Поршень - поршневой палец |
022±0,005 (2 группы через 0,005 мм) |
022 - О,005 022 -0,015 (2 группы через 0,005 мм) |
0 0,015 Зазор 0,005 (подбор) |
|
5 |
Шкив - шпонка шкива |
8 +0,030 |
9 +0,050 |
Зазор 0,030 Натяг 0,050 |
|
6 |
Коленчатый вал - шпонка шкива |
о +0,006 8- 0,016 |
g+0,050 |
Зазор 0,006 Натяг 0,066 |
|
7 |
Коленчатый вал - шпонка звездочки |
6-0,010 6 - 0,055 |
6-0,030 |
Зазор 0,020 Натяг 0,055 |
|
8 |
Звездочка коленчатого вала - шпонка звездочки |
6 +0,065 6+ 0,015 |
6 -0,030 |
□ 0,095 Зазор 0,015 |
|
9 |
Сальникодержатель - коленчатый вал |
80 +0,090 080 +0,036 |
ϴ80-0,046 |
0 0,136 Зазор 0,036 |
|
10 |
Маховик - коленчатый вал |
040 -°’014 040 -0,035 |
040-0,035 040 -0,050 |
Зазор0,036 |
|
11 |
Коленчатый вал - штифт |
010 +0,005 010 -0,010 |
010 +0,015 010 + 0,006 |
Натяг 0,001 |
|
12 |
Маховик (отверстие под штифт) -штифт |
0 10 + 0,076 010 + 0,040 |
ϴ10 7,005 |
Зазор 0,075 |
|
13 |
Обод зубчатый - маховик |
ϴ292+0,15 |
292 |
Натяг 0,64 |
|
14 |
Маховик - подшипник ведущего вала КПП |
040 _°,014 040 -0,035 |
040-0,009 |
тт____0,035 Натяг 0,005 |
|
15 |
Маховик - распорная втулка |
040-0,014 040 -0,035 |
040: о,5 |
0,486 Зазор 0,065 |
|
16 |
Сальникодержатель - сальник |
0100-0,087 |
0100: g-j |
Нат яг0-587 Натяг 0,300 |
|
№ сопр. |
Сопрягаемые детали |
Отверстие |
Вал |
Посадка |
|
17 |
Коленчатый вал (3-й коренной подшипник) - блок цилиндров + шайбы упорного подшипника |
34+0,05 |
29-0,06 29 - 0,12 +2х(2,5-0,05) |
о„___0,27 Зазор 0,06 |
|
18 |
Коленчатый вал - шатун (ширина) |
26+0,1 |
26-0,25 26 -0,35 |
Зазор 0,25 |
|
19 |
Шатун, вкладыши - коленчатый вал |
06О+0,019- -2х(2+0,008) |
/х с г -0,025 056 -0,044 |
0 0,063 Зазор 0,009 |
|
20 |
Блок, коренные вкладыши - коленчатый вал |
067+0,019- 2х(2,5+0,008) |
062 - °,035 062 -0,054 |
0 0,073 Зазор 0,019 |
|
21 |
Ступица шкива-демпфера - коленчатый вал |
(ТЛЯ'0’007 038 -0,020 |
(ТЛЯ'0’020 038 +0,003 |
Зазор 0,004 Натяг 0,040 |
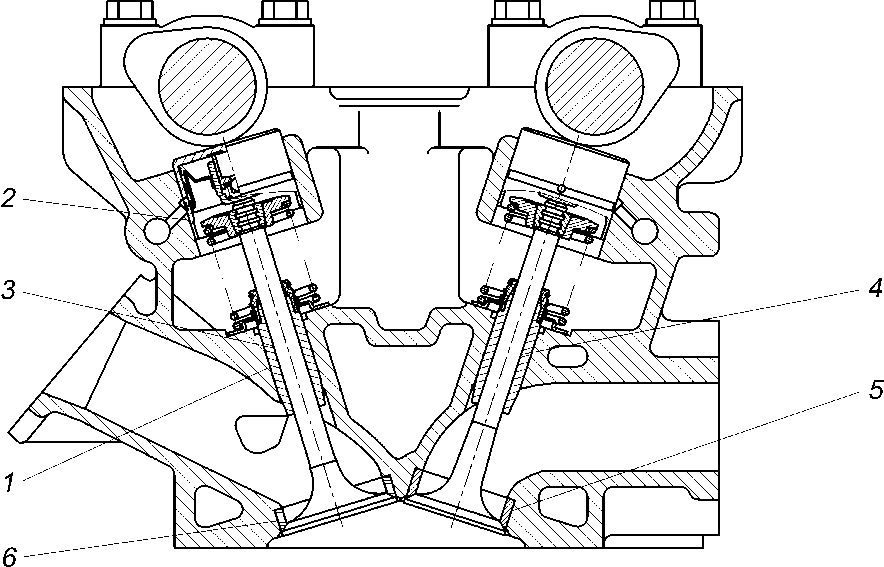
Рис.108. Привод клапанов
|
№ сопр. |
Сопрягаемые детали |
Отверстие |
Вал |
Посадка |
|
1 |
Г оловка цилиндров - втулка клапана |
. -0,023 014 - 0,050 |
ГХ1 л +0,058 014+ 0,040 |
0,108 Натяг 0,063 |
|
2 |
Г оловка цилиндров - гидротолкатель клапана |
0-5' ' |
035-0,025 035 -0,041 |
□ 0,066 Зазор 0,025 |
|
3 |
Втулка клапана - впускной клапан |
+0,040 08 +0,022 |
08-0,020 |
□ 0,060 Зазор 0,022 |
|
№ сопр. |
Сопрягаемые детали |
Отверстие |
Вал |
Посадка |
|
4 |
Втулка клапана - выпускной клапан |
йо+°,047 08 +0,029 |
08-0,02 |
Зазор 0,069 |
|
5 |
Г оловка цилиндров - седло выпускного клапана |
032,5 +0,014 -0,011 |
032,5 +0,100 +0,085 |
Натяг 0,071 |
|
6 |
Г оловка цилиндров - седло впускного клапана |
037,5 +0,014 -0,011 |
037 5+0,110 03 7,5 + 0,095 |
Нат яг 0,121 Натяг 0,081 |
|
Г оловка цилиндров - передняя шейка распределительного вала |
042+ о,025 |
042-0,050 042 -0,075 |
Зазор 0,000 | |
|
Г оловка цилиндров - шейки распределительного вала |
035+0,025 |
035- О,050 035 -0,075 |
Зазор 0,050 | |
|
Звездочка распределительного вала -фланец распределительного вала |
05О+0,025 |
050 + °,018 050 +0,002 |
Зазор 0,023 Натяг 0,018 |
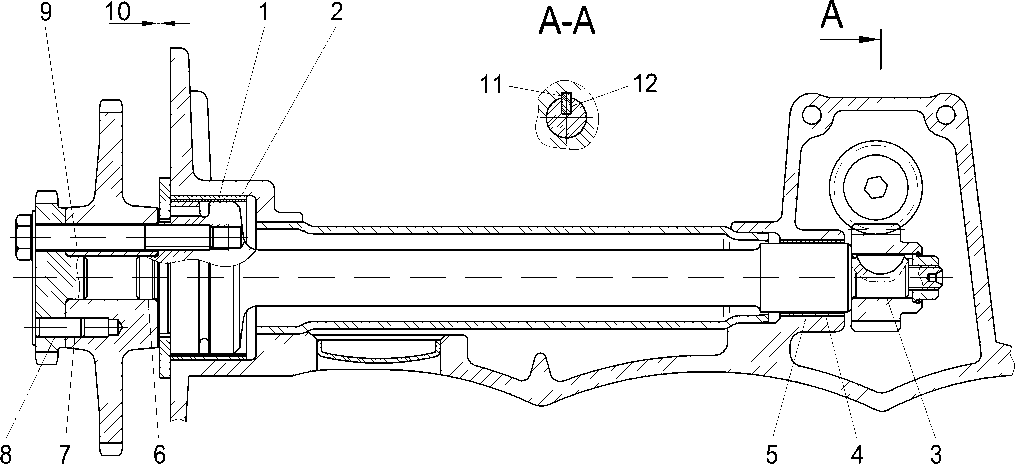
Рис.109. Вал промежуточный
|
№ сопр. |
Сопрягаемые детали |
Отверстие |
Вал |
Посадка |
|
1 |
Втулка промежуточного вала - передняя шейка вала |
049 + °,050 049 +0,025 |
049: + |
0,091 Зазор 0,041 |
|
2 |
Блок цилиндров - передняя втулка промежуточного вала |
052,5+0,03 |
052,510,18 |
0,18 Натяг 0,10 |
|
№ сопр. |
Сопрягаемые детали |
Отверстие |
Вал |
Посадка |
|
3 |
Шестерня ведущая привода масляного насоса - шейка промежуточного вала |
013+0,011 |
013-0,011 |
Зазор0,022 |
|
4 |
Блок цилиндров - задняя втулка промежуточного вала |
025+0,021 |
025 + °,117 025 +0,084 |
Натяг 0,063 |
|
5 |
Втулка промежуточного вала - задняя шейка промежуточного вала |
022 +°,041 022 +0,020 |
022-0,013 |
Зазор 0,024 |
|
6 |
Звездочка ведомая промежуточного вала - промежуточный вал |
014+0,018 |
014-0,011 |
Зазор0,029 |
|
7 |
Звездочка ведомая промежуточного вала - штифт |
06,2 :'и'5 |
06-0,008 |
0 0,458 Зазор 0,350 |
|
8 |
Звездочка ведущая промежуточного вала - штифт |
011 -0,011 06 -0,029 |
06-0,008 |
тт____0,029 Натяг 0,003 |
|
9 |
Звездочка ведущая промежуточного вала - звездочка ведомая промежуточного вала (отверстие) |
014+0,018 |
014-0,010 |
Зазор0,028 |
|
10 |
Промежуточный вал (длина упорной шейки) - фланец (ширина) |
4,1±0,05 |
4 -0,05 |
0,20 Зазор 0,05 |
|
11 |
Шестерня ведущая привода масляного насоса, шпоночный паз -шпонка |
а +0,055 3+ 0,010 |
3-0,025 |
о_____4,484 Зазор 0,010 |
|
12 |
Шейка промежуточного вала, шпоночный паз - шпонка |
-2-0,01 3 -0,05 |
3-0,025 |
Зазор 0,015 Натяг 0,050 |
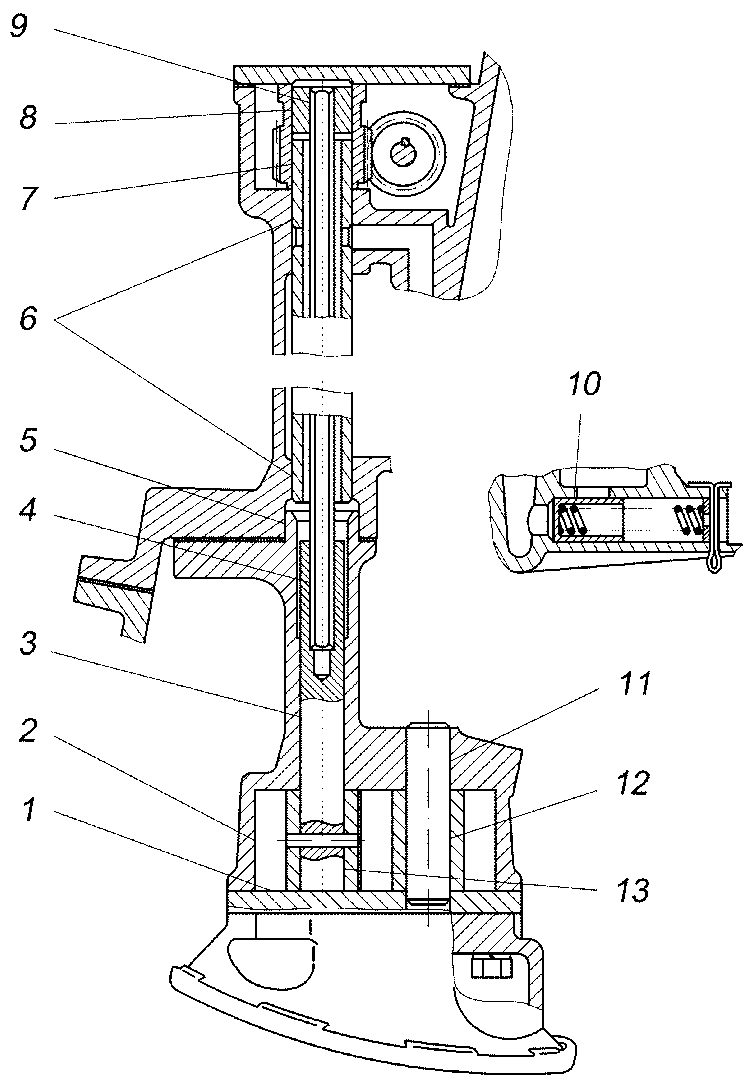
Рис.110. Масляный насос, редукционный клапан и привод масляного насоса
|
№ сопр. |
Сопрягаемые детали |
Отверстие |
Вал |
Посадка |
|
1 |
Корпус масляного насоса - шестерня (торцевой зазор) |
ап+0,215 30+ 0,165 |
ОЛ+0,125 30 +0,075 |
Зазор 0,040 |
|
2 |
Корпус масляного насоса - шестерня (радиальный зазор) |
„0 Л +0,140 040 +0,095 |
040:8:075 |
0,215 Зазор 0,120 |
|
3 |
Корпус масляного насоса - валик |
013 + 0,04° 013 + 0,016 |
013-О,012 |
о_____0,052 Зазор 0,016 |
|
4 |
Валик масляного насоса - шестигранный валик привода |
о +0,2 8+ 0,1 |
8- 0,2 |
□ 0,4 Зазор Q1 |
|
№ сопр. |
Сопрягаемые детали |
Отверстие |
Вал |
Посадка |
|
5 |
Блок цилиндров - корпус масляного насоса |
022+о,033 |
fTioo —0,060 022 -0,130 |
Зазор 0,060 |
|
6 |
Блок цилиндров - валик привода масляного насоса |
+0,060 017 + 0,033 |
017-0,011 |
0,071 Зазор 0,033 |
|
7 |
Шестерня ведомая привода масляного насоса - валик привода |
0 1 7 - О,032 01 7 -0,050 |
017-0,011 |
Натяг 0,050 0,021 |
|
8 |
Шестерня ведомая привода масляного насоса - втулка |
0 1 7 - О,032 01 7 -0,050 |
017-о,о11 |
Натяг 0,050 0,021 |
|
9 |
Втулка ведомой шестерни валика привода масляного насоса - шестигранный валик привода |
о+0,2 8+ 0,1 |
8- 0,2 |
0,4 Зазор 01 |
|
10 |
Патрубок приемный - плунжер |
013 + о,07 |
013- О,045 V71 J -0,075 |
0 0,145 Зазор 0,045 |
|
11 |
Корпус насоса - ось |
013 - Ж |
013- О,064 '0'8-J -0,082 |
Натяг 0,052 0,016 |
|
12 |
Ведомая шестерня - ось |
013- О,022 ,04 8 J -0,048 |
013- О,064 '0'8J -0,082 |
00,060 Зазор 0,016 |
|
13 |
Ведущая шестерня - валик |
013- 0,222 '04 8-8 -0,048 |
013 -0,012 |
Натяг 0,048 0,010 |
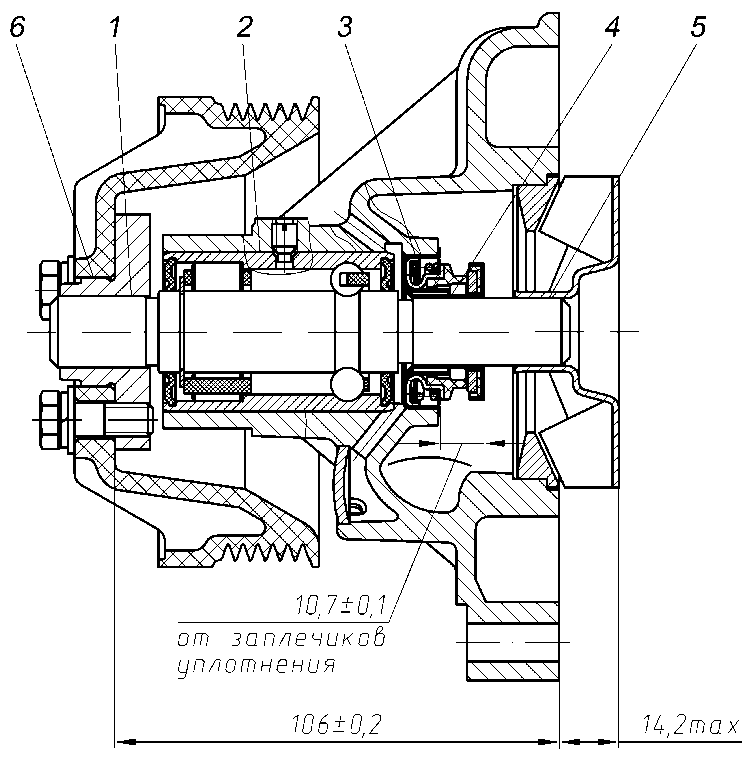
Рис.111. Водяной насос
|
№ сопр. |
Сопрягаемые детали |
Отверстие |
Вал |
Посадка |
|
1 |
Ступица шкива - вал подшипника |
0 16,99: КО |
0 17 -0,018 |
0,060 Натяг 0,025 |
|
2 |
Корпус насоса - подшипник |
0 381 °0,00°67 |
0 38 -0,009 |
Натяг 0,017 Зазор 0,015 |
|
3 |
Корпус насоса - уплотнение |
(02 ,02 —0,025 0 36,5 -0,050 |
0 36,6+0,1 |
тт 0,250 Натяг 0,125 |
|
4 |
Уплотнение - вал подшипника |
гх , , -0,11 0 16 - 0,18 |
0 16-0,018 |
тт____0,180 Натяг 0,092 |
|
5 |
Крыльчатка насоса - вал подшипника |
1А-0,033 0 16- 0,265 |
0 16 -0,018 |
тт 0,265 Натяг 0,015 |
|
6 |
Шкив водяного насоса -ступица шкива |
0 26 +0,15 |
0 26 -0,052 |
00,202 Зазор 0,000 |
Моменты затяжки резьбовых соединений двигателя
|
Наименование соединения |
Момент затяжки, Н^м (кгс^м) |
1. Основные соединения с обязательным контролем момента затяжки:
Болты крепления крышек коренных подшипников
Гайки болтов крепления крышек шатунов
Болты крепления маховика
Болты крепления головки цилиндров к блоку цилиндров* :
- предварительная затяжка;
- выдержка не менее 1 мин;
- доворот на угол 90°
Болты крепления крышек распределительных валов
Стяжной болт коленчатого вала
Болты крепления звездочек распределительных валов
Болты крепления звездочек промежуточного вала
2. Прочие соединения:
Пробки грязеуловительных полостей коленчатого вала
Болты крепления сальникодержателя
Болты верхнего и среднего успокоителей цепей
Болты нижнего успокоителя цепи
Болты башмаков натяжения цепей
Болты крышек гидронатяжителей
Болты крепления передней и задней крышек головки цилиндров
Болты крепления масляного картера
Болты усилителя картера сцепления
Штуцер масляного фильтра
Болты крышки привода масляного насоса
98.107,9 (10.11)
66,6.73,5 (6,8.7,5)
70,6...78,4 (7,2.8,0)
33...37 (3,3...3,7)
18,6.22,6 (1,9...2,3)
166,6.196,6 (17.20)
54,9.60,8 (5,6.6,2)
24,5...26,5 (2,5...2,7)
37...51 (3,8...5,2)
5,9...8,8 (0,6...0,9)
19,6...24,5 (2,0...2,5)
26,5...29,4 (2,7...3,0)
26,5...29,4 (2,7...3,0)
19,6...24,5 (2,0...2,5)
11,8...17,6 (1,2...1,8)
11,8...17,6 (1,2...1,8)
28,4...35,3 (2,9...3,6)
39,2...58,8 (4...6)
19,6...24,5 (2,0...2,5)
Болты затягивать в определенной последовательности - см. рис.94
|
Наименование соединения |
Момент затяжки, Н^м (кгс^м) |
|
Винты крепления корпуса термостата |
19,6...24,5 (2,0...2,5) |
|
Винты крепления крышки цепи и водяного насоса |
19,6...24,5 (2,0...2,5) |
|
Болт крепления водяного насоса к крышке цепи |
18,6...22,5 (1,9...2,3) |
|
Болты крепления шкива водяного насоса |
13,7...17,7 (1,4...1,8) |
|
Г айки крепления выпускного коллектора |
19,6...24,5 (2,0...2,5) |
|
Болты экрана выпускного коллектора |
3,4...4,9 (0,35.0,50) |
|
Г айки крепления впускной трубы |
28,4...35,3 (2,9...3,6) |
|
Г айки и болты крепления ресивера Болты крепления крышки клапанов 1) |
19,6...24,5 (2,0...2,5) 4,9.6,9 (0,5...0,7) |
|
Болты крепления кронштейна насоса ГУР |
19,6...24,5 (2,0...2,5) |
|
Болты направляющих роликов |
49,0...60,8 (5,0...6,2) |
|
Винт крепления автоматического механизма натяжения ремня |
39,2...49,1 (4,0...5,0) |
|
Болты крепления кронштейна агрегатов |
28,4...35,9 (2,9...3,6) |
|
Хомуты шлангов охлаждения |
4...6 (0,39...0,6) |
|
Болт крепления трубки вентиляции |
2,0...5,9 (0,2.0,6) |
|
Болты крепления стартера |
43,1...54,9 (4,4...5,6) |
|
Г айки крепления генератора |
19,6...24,5 (2,0...2,5) |
|
Свечи зажигания |
20,0...30,0 (2,1...3,1) |
|
Г айки крепления катушек зажигания |
5,9...8,8 (0,6...0,9) |
|
Г айка крепления датчика детонации |
14,7.19,6 (1,5...2,0) |
|
Датчик температуры охлаждающей жидкости |
11,8...17,6 (1,2...1,8) |
|
Датчик аварийного давления масла Винты крепления дроссельного модуля 2) |
17,6...34,3 (1,8...3,5) 5,9...8,8 (0,6...0,9) |
|
Болты крепления топливопровода с форсунками |
5,9...8,8 (0,6...0,9) |
|
Болт датчика синхронизации |
5,9...8,8 (0,6...0,9) |
|
Болт датчика абсолютного давления и температуры |
5,9...8,8 (0,6...0,9) |
1) Болты затягивать в определенной последовательности - см. рис.97
2) Болты затягивать в определенной последовательности - см. рис.98
|
Наименование соединения |
Момент затяжки, Н^м (кгс^м) |
|
Пробка или краник слива охлаждающей жидкости |
17,6...34,3 (1,8...3,5) |
|
Неуказанные детали с коническими резьбами: | |
|
К 1/8" |
7,8...24,5 (0,8...2,5) |
|
К 1/4" |
19,6...49 (2...5) |
|
К 3/8" |
19,6...58,8 (2...6) |
Подшипники качения, применяемые в двигателе
|
Обозначение |
Количество, шт | |
|
Комбинированный специальный водяного насоса |
406.13070271) (6-5НР17124ЕС30) или 406.1307027-011) (5HP17124E.P6Q6) |
1 |
|
Радиальный шариковый однорядный с двумя защитными шайбами (с двухсторонним уплотнением) переднего конца первичного вала коробки передач (в маховике) |
402.17010311) (6203ZZ.Р6Q6/УС30) или 402.1701031-021) (6203.2^2^63^/^30) или 402.1701031-061) (6203.2Z.P6) или 402.1701031-071) (6203.2RS.P6) |
1 |
|
Передняя крышка головки цилиндров в сборе со специальным комбинированным подшипником опоры вентилятора |
40904.1003083-01 |
1 |
|
Ролик направляющий ремня привода агрегатов в сборе с радиальноупорным двухрядным |
406.1308080-231) (256801E.P6Q6/W61) или 406.1308080-301) (F-617248 «INA») |
2 |
|
Автоматический меха низм натяжения ремня с натяжным роликом с подшипником |
40624.10290101) (0386 Litens) |
1 |
Сальники и уплотнения, применяемые в двигателе
|
Наименование |
Обозначение |
Количество, шт. |
|
406.1005034-02, ОАО «Балаковорези-нотехника», г. Балаково или 406.1005034-04, ЗАО «Резино- техника», г.Балаково или 4062.1005034-01* (02955VOOA), (.«Ribena», Чехия |
1 | |
|
Сальник задний коленчатого вала |
406.1005160-03, ОАО «ВЭЛКОНТ», г.Кирово-Чепецк или 2108-1005160, ОАО «Балаковоре-зинотехника», г. Балаково или 4062.1005160* (546.941), ф.« Elring», Г ермания или 4062.1005160-01* (03055VOOA), (.«Ribena», Чехия или 406.1005160-04* (2108-1005160 01), ЗАО «Резинотехника», г. Балаково или 406.1005160-05* (2108 1005160MKB), ЗАО «Резинотехника», г. Балаково |
1 |
|
Уплотнение водяного насоса |
40522.1307020* (94412) (.«MTU», Италия или 40522.1307020-03* (21073-1307013-02), ООО «ЕР», г.Самара |
1 |
|
Маслоотражательный колпачок впускных и выпускных клапанов в сборе |
406.1007026-03* (64832G) (.«Ribena», Чехия или 406.1007026-04* (2108.1007026 02), ОАО «ВЭЛКОНТ», г.Кирово-Чепецк |
16 |
|
Пробка уплотнительная шпоночного паза коленчатого вала 6х 7,5x21 |
13-1005030 |
1 |
Обозначение в ПАО «ЗМЗ»
Инструмент и приспособления для ремонта
Инструмент разработанный ПАО «ЗМЗ»
|
Наименование | |
|
ЗМ 7814-5130 |
Съемник шкива-демпфера коленчатого вала |
|
ЗМ 7823-4291 |
Приспособление для напрессовки шестерни и ступицы на коленчатый вал |
|
ЗМ 7814-5118 |
Съемник звездочки и втулки коленчатого вала |
|
ЗМ 7823-4291 |
Приспособление для напрессовки звездочки коленчатого вала |
|
ЗМ 7853-4263 |
Оправка для запрессовки сальников |
|
ЗМ 7814-5119 |
Приспособление для засухаривания и рассухаривания клапанов |
|
ЗМ 7814-5134 |
Клещи для снятия и установки поршневых колец 0 95,5 мм |
|
ЗМ 7820-4517 |
Оправка для сжатия поршневых колец 0 95,5 мм |
|
ЗМ 7812-4644 |
Ключ для отворачивания масляного фильтра |
|
ЗМ 7853-4226 |
Оправка для напрессовки маслоотражательных колпачков |
|
ЗМ 7823-4815 |
Приспособление для снятия масляного картера |
Инструмент разработанный ООО «РусавтоГАЗ»
|
Обозначение |
Наименование |
|
6999-7697 |
Приспособление для снятия и установки шкива-демпфера коленчатого вала, снятия звездочки коленчатого вала и ступицы водяного насоса |
|
6999-7926 |
Комплект оправок для напрессовки маслоотражательных колпачков клапанов |
|
6991-4521 |
Ключ для снятия масляного фильтра |
|
6999-7929 |
Переходник к приспособлению 6999-7697 для установки шкива-демпфера коленчатого вала |
|
6999-7810 |
Приспособление для выемки подшипника переднего конца валика КПП из маховика |
|
6999-7679 |
Съемник подшипника переднего конца валика КПП из маховика (совместно с приспособлением 6999-7810) |
|
6999-7931 |
Струбцина для сжатия пружины клапана |
|
6999-7924 |
Переходник к струбцине 6999-7931 для сжатия пружины клапана |
|
6999-7928 |
Оправка для запрессовки сальников коленчатого вала |
Ремонтные комплекты для ремонта цилиндров двигателя
Комплект поршневых колец на один двигатель
|
Обозначение комплекта колец на поршень |
Обозначение колец |
Примечание | |
|
40524.1000100-10 |
40524.1004023-10 |
40524.1004025-12 40524.1004030-12 40524.1004040 40524.1004041 |
95,5 мм «Buzuluk» (Чехия) |
|
40524.1000100-10-АР |
40524.1004023-10-АР |
40524.1004025-10-АР 40524.1004030-10-АР 40524.1004040-АР 40524.1004041-АР |
96,0 мм «Buzuluk» (Чехия) |
Комплекты поршень и поршневой палец
|
Обозначение комплекта |
Обозначение поршня |
Обозначение пальца |
Примечание |
|
40904.1004014-10-01 |
40904.1004015-10 |
406.1004020-04 «10-ГПЗ» (Ростов-на-Дону) или 406.1004020-05 «Dong Yang Pis-ton» (Ю. Корея) |
Поршень «Almet» (Чехия) 95,5 мм, группа А |
|
40904.1004014-10-02 |
Поршень «Almet» (Чехия) 95,5 мм, группа B | ||
|
40904.1004014-10-03 |
Поршень «Almet» (Чехия) 95,5 мм, группа C | ||
|
40904.1004014-10-04 |
Поршень «Almet» (Чехия) 95,5 мм, группа D | ||
|
40904.1004014-10-05 |
Поршень «Almet» (Чехия) 95,5 мм, группа E | ||
|
40904.1004014-10-АР/01 |
40904.1004015-10-АР |
Поршень «Almet» (Чехия) 96,0 мм, группа А | |
|
40904.1004014-10-АР/02 |
Поршень «Almet» (Чехия) 96,0 мм, группа B | ||
|
40904.1004014-10-АР/03 |
Поршень «Almet» (Чехия) 96,0 мм, группа C | ||
|
40904.1004014-10-АР/04 |
Поршень «Almet» (Чехия) 96,0 мм, группа D | ||
|
40904.1004014-10-АР/05 |
Поршень «Almet» (Чехия) 96,0 мм, группа E |
Комплекты поршень, поршневой палец и поршневые кольца
|
Обозначение комплекта |
Состав комплекта |
Размер, мм |
Примечание |
|
40904.1004018-10-01 |
Поршень 40904.1004015-10 Поршневые кольца 40524.1004025-12 40524.1004030-12 40524.1004040 40524.1004041 Палец поршневой 406.1004020-04 или 406.1004020-05 |
95,5 |
группа А «Almet» (Чехия) «Buzuluk» (Чехия) «10-ГПЗ» (Ростов-на-Дону) «Dong Yang Piston» (Ю.Корея) |
|
40904.1004018-10-02 |
Поршень 40904.1004015-10 Поршневые кольца 40524.1004025-12 40524.1004030-12 40524.1004040 40524.1004041 Палец поршневой 406.1004020-04 или 406.1004020-05 |
95,5 |
группа B «Almet» (Чехия) «Buzuluk» (Чехия) «10-ГПЗ» (Ростов-на-Дону) «Dong Yang Piston» (Ю.Корея) |
|
40904.1004018-10-03 |
Поршень 40904.1004015-10 Поршневые кольца 40524.1004025-12 40524.1004030-12 40524.1004040 40524.1004041 Палец поршневой 406.1004020-04 или 406.1004020-05 |
95,5 |
группа C «Almet» (Чехия) «Buzuluk» (Чехия) «10-ГПЗ» (Ростов-на-Дону) «Dong Yang Piston» (Ю.Корея) |
|
40904.1004018-10-04 |
Поршень 40904.1004015-10 Поршневые кольца 40524.1004025-12 40524.1004030-12 40524.1004040 40524.1004041 Палец поршневой 406.1004020-04 или 406.1004020-05 |
95,5 |
группа D «Almet» (Чехия) «Buzuluk» (Чехия) «10-ГПЗ» (Ростов-на-Дону) «Dong Yang Piston» (Ю.Корея) |
|
40904.1004018-10-05 |
Поршень 40904.1004015-10 Поршневые кольца 40524.1004025-12 40524.1004030-12 40524.1004040 40524.1004041 Палец поршневой 406.1004020-04 или 406.1004020-05 |
95,5 |
группа E «Almet» (Чехия) «Buzuluk» (Чехия) «10-ГПЗ» (Ростов-на-Дону) «Dong Yang Piston» (Ю.Корея) |
|
Обозначение комплекта |
Состав комплекта |
Размер, мм |
Примечание |
|
40904.1004018-10- АР/01 |
Поршень 40904.1004015-10-АР Поршневые кольца 40524.1004025-10-АР 40524.1004030-10-АР 40524.1004040-АР 40524.1004041-АР Палец поршневой 406.1004020-04 или 406.1004020-05 |
96,0 |
группа А «Almet» (Чехия) «Buzuluk» (Чехия) «10-ГПЗ» (Ростов-на-Дону) «Dong Yang Piston» (Ю.Корея) |
|
40904.1004018-10- АР/02 |
Поршень 40904.1004015-10-АР Поршневые кольца 40524.1004025-10-АР 40524.1004030-10-АР 40524.1004040-АР 40524.1004041-АР Палец поршневой 406.1004020-04 или 406.1004020-05 |
96,0 |
группа B «Almet» (Чехия) «Buzuluk» (Чехия) «10-ГПЗ» (Ростов-на-Дону) «Dong Yang Piston» (Ю.Корея) |
|
40904.1004018-10- АР/03 |
Поршень 40904.1004015-10-АР Поршневые кольца 40524.1004025-10-АР 40524.1004030-10-АР 40524.1004040-АР 40524.1004041-АР Палец поршневой 406.1004020-04 или 406.1004020-05 |
96,0 |
группа C «Almet» (Чехия) «Buzuluk» (Чехия) «10-ГПЗ» (Ростов-на-Дону) «Dong Yang Piston» (Ю.Корея) |
|
40904.1004018-10- АР/04 |
Поршень 40904.1004015-10-АР Поршневые кольца 40524.1004025-10-АР 40524.1004030-10-АР 40524.1004040-АР 40524.1004041-АР Палец поршневой 406.1004020-04 или 406.1004020-05 |
96,0 |
группа D «Almet» (Чехия) «Buzuluk» (Чехия) «10-ГПЗ» (Ростов-на-Дону) «Dong Yang Piston» (Ю.Корея) |
|
40904.1004018-10- АР/05 |
Поршень 40904.1004015-10-АР Поршневые кольца 40524.1004025-10-АР 40524.1004030-10-АР 40524.1004040-АР 40524.1004041-АР Палец поршневой 406.1004020-04 или 406.1004020-05 |
96,0 |
группа E «Almet» (Чехия) «Buzuluk» (Чехия) «10-ГПЗ» (Ростов-на-Дону) «Dong Yang Piston» (Ю.Корея) |
|
Обозначение комплекта |
Состав комплекта |
Размер, мм |
Примечание |
|
40904.1004018-20-01 |
Поршень 40904.1004015-20 Поршневые кольца 40524.1004025-11 40524.1004030-11 40524.1004034-10 Палец поршневой 40524.1004020-11 |
95,5 |
группа А «Dong Yang Piston» (Ю.Корея) «Dong Yang Piston» (Ю.Корея) «Dong Yang Piston» (Ю.Корея) |
|
40904.1004018-20-02 |
Поршень 40904.1004015-20 Поршневые кольца 40524.1004025-11 40524.1004030-11 40524.1004034-10 Палец поршневой 40524.1004020-11 |
95,5 |
группа B «Dong Yang Piston» (Ю.Корея) «Dong Yang Piston» (Ю.Корея) «Dong Yang Piston» (Ю.Корея) |
|
40904.1004018-20-03 |
Поршень 40904.1004015-20 Поршневые кольца 40524.1004025-11 40524.1004030-11 40524.1004034-10 Палец поршневой 40524.1004020-11 |
95,5 |
группа C «Dong Yang Piston» (Ю.Корея) «Dong Yang Piston» (Ю.Корея) «Dong Yang Piston» (Ю.Корея) |
|
40904.1004018-20-04 |
Поршень 40904.1004015-20 Поршневые кольца 40524.1004025-11 40524.1004030-11 40524.1004034-10 Палец поршневой 40524.1004020-11 |
95,5 |
группа D «Dong Yang Piston» (Ю.Корея) «Dong Yang Piston» (Ю.Корея) «Dong Yang Piston» (Ю.Корея) |
|
40904.1004018-20-05 |
Поршень 40904.1004015-20 Поршневые кольца 40524.1004025-11 40524.1004030-11 40524.1004034-10 Палец поршневой 40524.1004020-11 |
95,5 |
группа E «Dong Yang Piston» (Ю.Корея) «Dong Yang Piston» (Ю.Корея) «Dong Yang Piston» (Ю.Корея) |
164
- ведущая шестерня; 2 - корпус; 3 - валик; 4 - ось; 5 - ведомая шестерня; 6 - перегородка; 7 -приемный патрубок с сеткой и редукционным клапаном
Редукционный клапан - плунжерного типа, расположен в приемном патрубке масляного насоса. Плунжер 1 (рис.30) клапана стальной, для увеличения твердости и износостойкости наружная поверхность подвергнута нитроцементации.
автомобиль со стрелочным вольтметром
автомобиль с цифровой индикаторной панелью
Для поршней ф.«Almet» (Чехия) и колец (.«Buzuluk» (Чехия)
Для поршней и поршневых колец (.«Dong Yang Piston» (Южная Корея)
Для поршневых пальцев 406.1004020-04 и 406.1004020-05
Для поршневых пальцев 40524.1004020-10 и 40524.1004020-11
Обозначение в ПАО «ЗМЗ»
Для двигателей с компрессором кондиционера